
I have seen cameras fall apart in less than six months on a Florida coastline. Salt kills everything — fast.
Coastal PTZ cameras achieve over 720 hours of salt spray resistance by stacking multiple defense layers: corrosion-resistant base metals like 316L stainless steel or fine-grain aluminum, chemical surface treatments such as passivation and electropolishing, protective coatings like fluorocarbon paint, and fully sealed structural designs with matched-grade fasteners.
 coastal PTZ camera salt spray corrosion resistance 720 hours
coastal PTZ camera salt spray corrosion resistance 720 hours
The 720-hour mark is not a marketing number; it sits in the mid-to-high range of international test standards like ASTM B117 and ISO 92271 and ASTM B1172. Getting there requires engineering at every level — from the alloy recipe to the last screw on the bracket. Below, I break down the four most common questions I get from integrators planning coastal deployments, and I give you the real technical answers behind each one.
Table of Contents
What Is the Difference Between a Standard Finish and a “Marine Grade” Coating?
I used to think “marine grade” was just a label. Then I cut open a failed camera from a port project and saw bare metal under a single layer of paint.
A standard finish is typically one layer of powder coat over bare aluminum. A “marine grade” coating is a multi-layer system — usually three or more layers — that includes chemical conversion, primer, and a top coat, each serving a specific barrier function against salt, moisture, and UV.
 marine grade coating vs standard finish PTZ camera
marine grade coating vs standard finish PTZ camera
The difference between these two approaches is not small. It is the difference between a camera that lasts 18 months and one that lasts 10 years. Let me walk you through what actually happens at each layer.
The Standard Finish: One Layer, One Problem
Most indoor or general-outdoor cameras use a single polyester powder coat. The thickness is usually around 40–60 μm. This is fine for a warehouse or a parking lot in Arizona. But on a coastline, salt ions are small enough to penetrate micro-pores in a single coating layer. Once they reach the base metal, corrosion starts from the inside out. You will not see it until the paint bubbles and flakes off.
The Marine Grade System: Three Layers Working Together
A true marine-grade finish uses what I call the “Triple-Layer Shield.” Each layer has a specific job:
| Layer | Material | Thickness | Function |
|---|---|---|---|
| Layer 1 — Conversion Coating | Nano-ceramic or chromate-free chemical film | < 1 μm | Bonds to the metal surface. Provides initial chemical barrier. Dramatically improves adhesion for the next layer. |
| Layer 2 — Primer | Epoxy-based or zinc-rich primer | 20–40 μm | Blocks moisture and oxygen from reaching the metal. Acts as a sacrificial layer if the top coat is scratched. |
| Layer 3 — Top Coat | Super-durable polyester or fluorocarbon (PVDF/FEVE) paint | 80–120 μm | The main physical shield. Resists UV, salt spray, acid rain, and mechanical abrasion. |
Why Fluorocarbon Paint Matters
At the top end of marine coatings, you find fluorocarbon paint3 systems. Fluorine-carbon bonds are among the strongest in organic chemistry. This means the coating does not break down easily under UV light or chemical attack. Dahua’s 316L stainless steel PTZ series4, for example, uses a three-step process — passivation, polishing, then fluorocarbon paint — and claims over 1440 hours of salt spray resistance. Bosch’s MIC IP fusion 9000i5 uses an automotive-grade multi-layer system and claims 2000 hours.
The Cross-Cut Test: How to Verify Adhesion
A coating is only as good as its bond to the metal. The cross-cut adhesion test (ISO 2409)6 scores adhesion from 0 (best) to 5 (worst). For marine applications, you need a score of 0 — meaning zero flaking when a grid of cuts is made through the coating and tape is pulled off. If your supplier cannot show you a cross-cut test result, that is a red flag.
Does the 720-Hour Test Include the Mounting Brackets and External Cabling?
I once had a project where the camera body was perfect after two years, but every single mounting bolt had turned into orange powder. The bracket nearly fell off the pole.
In many cases, the 720-hour salt spray test only covers the camera housing itself. Mounting brackets, screws, cable glands, and connectors are often tested separately — or not tested at all. You must explicitly require whole-system testing in your procurement specification.
 salt spray test mounting brackets fasteners PTZ camera
salt spray test mounting brackets fasteners PTZ camera
This is one of the biggest gaps in coastal camera procurement. The camera body gets all the attention. The small parts get ignored. And those small parts fail first.
The Galvanic Corrosion Trap
When two different metals touch each other in a salty, wet environment, the less noble metal corrodes faster. This is called galvanic corrosion7; it is a basic electrochemistry problem, and it happens all the time in the field.
Here is a common scenario: the camera housing is 316L stainless steel, but the installer uses 304 stainless steel screws because they are cheaper. In salt water, 304 has a lower corrosion potential than 316L. The 304 screws become the “anode” and dissolve first. Within months, you have loose screws and a camera hanging by a thread.
What Every Fastener Must Be
| Component | Required Material | Why |
|---|---|---|
| Housing screws | SS 316L | Must match housing grade to prevent galvanic corrosion. |
| Mounting bracket | SS 316L or hot-dip galvanized steel8 with Dacromet coating9 | Bracket is the most exposed structural part. |
| Cable glands | Marine-grade nylon or SS 316L | Prevents salt water ingress at cable entry points. |
| Washers and spacers | SS 316L + rubber or PTFE insulating gasket | Gasket breaks the metal-to-metal contact between dissimilar metals. |
| External cables | UV-resistant, salt-rated jacket (e.g., polyurethane) | Standard PVC jackets crack and absorb moisture in coastal UV/salt conditions. |
Insulating Gaskets: The Overlooked Hero
Between the bracket and the camera body, you need an insulating gasket — rubber, PTFE, or nylon. This gasket does two things. First, it stops galvanic corrosion by breaking the electrical path between two metals. Second, it acts as a vibration damper, which reduces mechanical stress on the coating at the contact point. Without this gasket, even two pieces of 316L can develop crevice corrosion at the contact surface because salt water gets trapped in the tight gap between them.
Ask for the Full Test Scope
When you request a salt spray test report, check the “test specimen” section carefully. It should say “complete assembly” or list every component individually. If it only says “housing panel” or “sample coupon,” the test did not cover the brackets, screws, or cable entries. At Loyalty-Secu, when we run salt spray validation for coastal OEM orders, we put the entire assembled unit — camera, bracket, screws, cable glands — into the chamber. That is the only way to guarantee real-world performance.
How Do You Prevent “White Rust” on the Aluminum Housing in Salt-Mist Environments?
I get this question a lot from integrators who prefer aluminum over stainless steel because of the weight and cost savings. The answer is not simple.
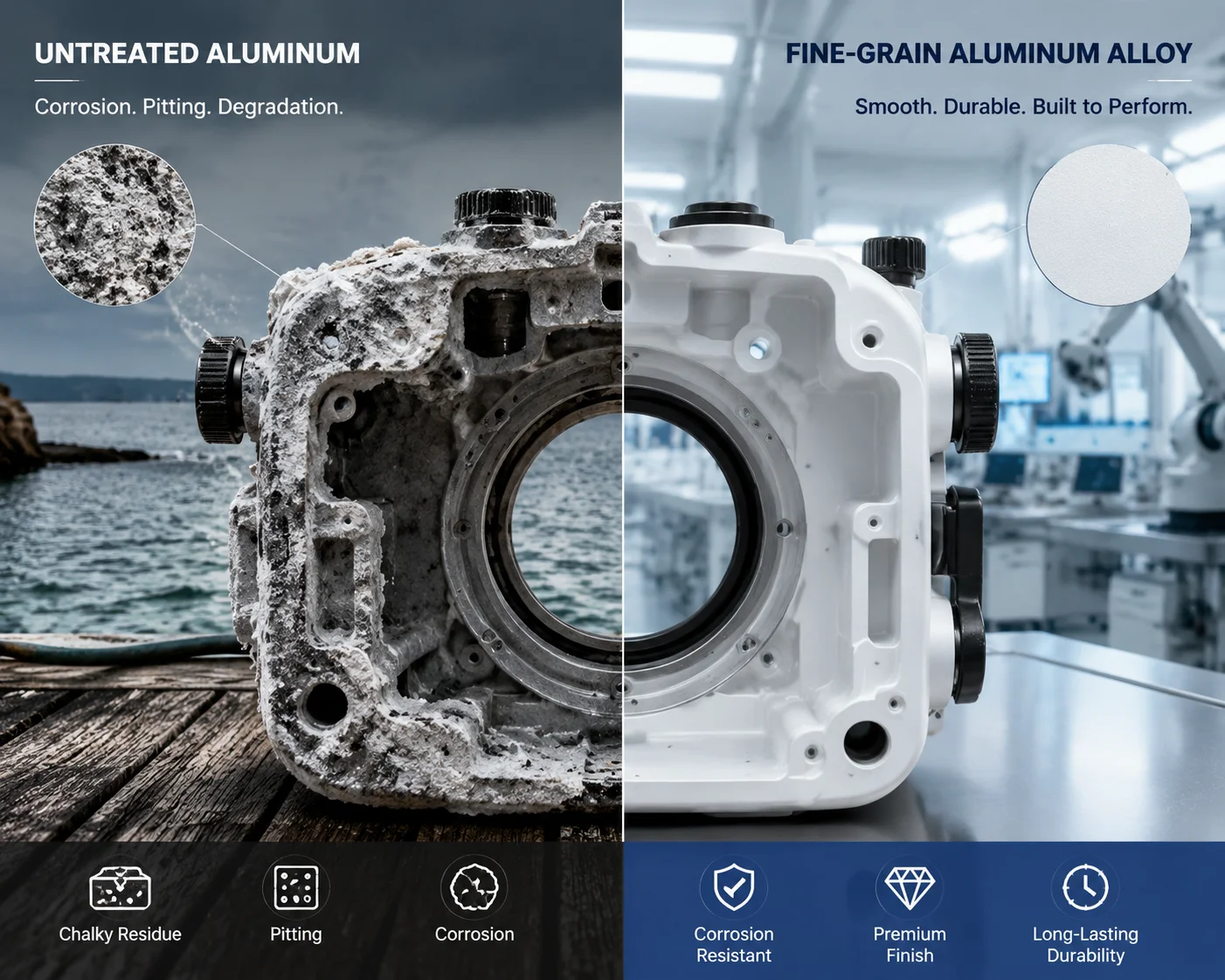
White rust is zinc or aluminum oxide that forms when moisture and salt sit on untreated or poorly treated aluminum surfaces. You prevent it by using fine-grain aluminum alloys, applying a chromate-free nano-ceramic conversion coating before painting, and ensuring the final powder coat is at least 80 μm thick with zero porosity.
 white rust aluminum PTZ camera housing prevention
white rust aluminum PTZ camera housing prevention
White rust looks harmless at first — just a chalky white powder. But it means the protective oxide layer has failed. Once it starts, it spreads fast. And if the aluminum is a die-cast part with internal porosity (tiny air bubbles from the casting process), salt water will wick into those pores through capillary action and corrode the metal from the inside.
Step 1: Start With the Right Alloy
Not all aluminum is the same. Standard die-cast aluminum (like ADC12) contains trace amounts of copper and iron. These impurities create micro-galvanic cells on the surface — tiny batteries that accelerate corrosion. For coastal use, you need either:
- ADC12 with strict impurity control — copper content below 0.3%, iron below 0.8%.
- AL6061-T6 wrought aluminum — naturally lower in impurities, with a tighter grain structure.
- Fine-grain enhanced aluminum — some manufacturers (like Dahua) have developed proprietary alloys with grain sizes reduced by up to 50%, which makes the surface more uniform and harder for salt to attack.
Step 2: Seal the Surface Before Painting
The conversion coating step is critical. This is where you chemically transform the top layer of the aluminum into a dense, inert film. The old method used hexavalent chromium (chromate conversion), which is highly effective but toxic and restricted under RoHS and REACH regulations. The modern replacement is a chromate-free nano-ceramic conversion coating10. It does three things:
- Removes surface contaminants (oil, oxide, loose particles).
- Creates a nanometer-thick ceramic-like barrier on the metal.
- Provides a chemically active surface that the primer can bond to at the molecular level.
Without this step, the powder coat sits on top of the aluminum like tape on a wet wall. It will peel off under salt spray in less than 200 hours.
Step 3: Apply a Thick, Pore-Free Top Coat
The final powder coat must be thick enough to block salt ions physically. The industry minimum for coastal applications is 80 μm. Better products aim for 100–120 μm. But thickness alone is not enough. The coating must be free of pinholes. During the curing process, if the oven temperature is not precisely controlled, gas can escape from the aluminum substrate and create micro-bubbles in the coating. Each bubble is a direct path for salt water to reach the metal.
How White Rust Prevention Compares Across Materials
| Factor | Untreated Aluminum | Treated Aluminum (3-Layer) | 316L Stainless Steel |
|---|---|---|---|
| Salt spray resistance | 48–96 hours | 720–2000 hours | 1440–2000+ hours |
| Weight (relative) | 1x | 1x | 2.9x |
| Cost (relative) | 1x | 1.3x | 3–4x |
| White rust risk | Very high | Low (if coating is intact) | Not applicable (no aluminum) |
| Best use case | Indoor only | Coastal (2–5 km from shore) | Offshore, dockside, direct splash zone |
For projects within 2 km of the shoreline, I generally recommend 316L stainless steel or engineering polymer housings. Between 2 and 5 km, a well-treated aluminum housing with a verified 720+ hour salt spray rating is a solid, cost-effective choice.
Will the Factory Provide an ISO 9227 Salt Spray Test Certificate for My Order?
I have been asked this question by almost every serious integrator I work with. The short answer is yes — but you need to know what to ask for.
A reputable manufacturer will provide an ISO 9227 (or ASTM B117) salt spray test certificate. However, you should require that the certificate comes from an accredited third-party lab (such as SGS, TÜV, or a CMA-certified lab in China), covers the complete assembled unit, and states the exact test duration, conditions, and pass/fail criteria.
 ISO 9227 salt spray test certificate PTZ camera factory
ISO 9227 salt spray test certificate PTZ camera factory
There is a big difference between a factory’s internal test report and a third-party lab certificate. Internal reports can be vague, cherry-picked, or based on a single sample. Third-party reports follow strict protocols and are legally traceable. Here is what you need to check — and what you need to write into your purchase agreement.
What the Certificate Must Include
A valid salt spray test certificate should contain all of the following:
- Test standard: ISO 9227 NSS, ASTM B117, or IEC 60068-2-52 (cyclic). Cyclic testing (IEC 60068-2-52) is more realistic for coastal environments because it alternates between spray, dry, and humid phases — just like real weather.
- Test duration: The exact number of hours. For coastal PTZ cameras, 720 hours is the minimum. For installations within 2 km of the ocean, push for 1440 hours.
- Test specimen description: It must say “complete unit” or list every component (housing, bracket, screws, cable glands). A certificate that only tested a flat metal coupon is not valid for a whole camera.
- Environmental parameters: 5% NaCl solution, 35°C chamber temperature, pH 6.5–7.2. Any deviation from these numbers makes the test non-comparable.
- Pass/fail criteria: No red rust, no paint blistering, no coating delamination, no mechanical seizure of PTZ motors, and full functional operation (zoom, pan, tilt, IR, network) after the test.
- Lab accreditation: Look for ISO 1702511 accreditation, SGS logo, TÜV Rheinland mark, or CMA stamp (for Chinese labs).
How to Write It Into Your Purchase Order
Do not leave this to a verbal agreement. Put it in the technical annex of your purchase contract. Here is a sample clause I use:
“Supplier shall provide, prior to shipment, a salt spray test report issued by an ISO 17025-accredited third-party laboratory. The test shall be conducted per ISO 9227 NSS for a minimum of 720 continuous hours. The test specimen shall be a fully assembled production unit including housing, mounting bracket, all fasteners, and cable glands. Pass criteria: zero red rust, zero coating blistering (ISO 4628-2 grade 0), zero functional degradation.”
Continuous vs. Cyclic Testing
Most certificates you will see are based on continuous neutral salt spray (NSS). This is the simplest and most common test. But real coastal weather is not continuous spray. It cycles between fog, rain, sun, and dry wind. Cyclic corrosion testing (CCT) per IEC 60068-2-52 is a better predictor of real-world performance. It includes three phases:
- Spray phase: High-concentration salt fog attacks the surface.
- Dry phase: Salt crystals form and create mechanical stress on the coating.
- Humid phase: Moisture reactivates the salt and drives electrolyte penetration into any micro-cracks.
If your supplier can provide a cyclic test report in addition to the standard NSS report, that is a strong signal of confidence in their product.
The 720-Hour Threshold in Context
The 720-hour number is not random. It maps to a specific real-world exposure equivalent. Industry experience suggests that 720 hours of continuous salt spray in a lab roughly equals 3,600 days — about 10 years — of actual coastal exposure. This is the procurement threshold used by port authorities, bridge operators, and coastal infrastructure projects worldwide.
Conclusion
Reaching 720 hours of salt spray resistance requires layered engineering — right alloy, surface treatment, multi-coat finish, sealed structure, and matched fasteners — not just a thicker coat of paint. Always demand third-party test certificates covering the complete assembled unit before you sign a purchase order.
1. ISO 9227 is the international standard for neutral salt spray testing, which defines the method for assessing corrosion resistance. ↩︎ 2. ASTM B117 is a widely used standard for operating salt spray (fog) testing apparatus to evaluate corrosion resistance. ↩︎ 3. Fluorocarbon paints (e.g., PVDF/FEVE) offer exceptional UV and chemical resistance due to strong carbon-fluorine bonds, ideal for marine coatings. ↩︎ 4. Dahua’s marine-grade PTZ cameras feature 316L stainless steel and fluorocarbon paint, claiming over 1440 hours of salt spray resistance. ↩︎ 5. Bosch’s MIC IP fusion 9000i is a marine-grade PTZ camera with an automotive multi-layer coating system, certified for 2000 hours of salt spray. ↩︎ 6. The cross-cut test (ISO 2409) evaluates the adhesion of coating to a substrate by cutting a grid and applying tape. ↩︎ 7. Galvanic corrosion occurs when two dissimilar metals are in electrical contact in a corrosive electrolyte, accelerating the corrosion of the less noble metal. ↩︎ 8. Hot-dip galvanizing coats steel with a thick layer of zinc, providing sacrificial protection against corrosion in harsh environments. ↩︎ 9. Dacromet is a water-based, zinc-flake coating that provides excellent corrosion resistance without hydrogen embrittlement. ↩︎ 10. Nano-ceramic conversion coatings are environmentally friendly, thin-film pretreatments that enhance corrosion resistance and paint adhesion on metals. ↩︎ 11. ISO 17025 is the international standard for laboratory competence and accreditation, ensuring test results are reliable and traceable. ↩︎