
Ho visto telecamere andare in pezzi in meno di sei mesi su una costa della Florida. Il sale uccide tutto, velocemente.
Le telecamere PTZ costiere raggiungono oltre 720 ore di resistenza alla nebbia salina impilando più strati di difesa: metalli di base resistenti alla corrosione come acciaio inossidabile 316L o alluminio a grana fine, trattamenti superficiali chimici come passivazione ed elettrolucidatura, rivestimenti protettivi come vernice fluorocarbonica e design strutturali completamente sigillati con elementi di fissaggio di grado abbinato.
 resistenza alla corrosione da nebbia salina telecamera PTZ costiera 720 ore
resistenza alla corrosione da nebbia salina telecamera PTZ costiera 720 ore
Il traguardo delle 720 ore non è un numero di marketing; si colloca nella fascia medio-alta degli standard di test internazionali come ASTM B117 e ISO 92271 e ASTM B1172. Raggiungerlo richiede ingegneria a ogni livello, dalla ricetta della lega all'ultima vite sulla staffa. Di seguito, analizzo le quattro domande più comuni che ricevo dagli integratori che pianificano implementazioni costiere, e ti fornisco le vere risposte tecniche dietro ciascuna di esse.
Indice dei contenuti
Qual è la differenza tra una finitura standard e un rivestimento “grado marino”?
Pensavo che “grado marino” fosse solo un'etichetta. Poi ho tagliato una telecamera guasta da un progetto portuale e ho visto metallo nudo sotto un singolo strato di vernice.
Una finitura standard è tipicamente un singolo strato di vernice in polvere su alluminio nudo. Un rivestimento “grado marino” è un sistema multistrato, solitamente tre o più strati, che include conversione chimica, primer e top coat, ognuno dei quali svolge una specifica funzione di barriera contro sale, umidità e raggi UV.
 rivestimento grado marino vs finitura standard telecamera PTZ
rivestimento grado marino vs finitura standard telecamera PTZ
La differenza tra questi due approcci non è piccola. È la differenza tra una telecamera che dura 18 mesi e una che dura 10 anni. Vi guiderò attraverso ciò che accade effettivamente in ogni strato.
La Finitura Standard: Uno Strato, Un Problema
La maggior parte delle telecamere per interni o per esterni generici utilizza un singolo rivestimento in polvere poliestere. Lo spessore è solitamente di circa 40-60 μm. Questo va bene per un magazzino o un parcheggio in Arizona. Ma su una costa, gli ioni di sale sono abbastanza piccoli da penetrare i micropori in un singolo strato di rivestimento. Una volta raggiunto il metallo di base, la corrosione inizia dall'interno verso l'esterno. Non la vedrai finché la vernice non si gonfierà e si sfalderà.
Il Sistema Grado Marino: Tre Strati che Lavorano Insieme
Una vera finitura di grado marino utilizza quello che chiamo lo “Scudo a Triplo Strato”. Ogni strato ha un lavoro specifico:
| Strato | Materiale | Spessore | Funzione |
|---|---|---|---|
| Strato 1 — Rivestimento di Conversione | Film chimico nanoceramico o privo di cromo | < 1 μm | Si lega alla superficie metallica. Fornisce una barriera chimica iniziale. Migliora drasticamente l'adesione per lo strato successivo. |
| Strato 2 — Primer | Primer a base di epossidico o ricco di zinco | 20–40 μm | Blocca umidità e ossigeno dal raggiungere il metallo. Agisce come strato sacrificale se il rivestimento superiore viene graffiato. |
| Strato 3 — Rivestimento superiore | Vernice poliestere super resistente o fluorocarbonica (PVDF/FEVE) | 80–120 μm | Il principale scudo fisico. Resiste a raggi UV, nebbia salina, piogge acide e abrasioni meccaniche. |
Perché la vernice fluorocarbonica è importante
All'estremità superiore dei rivestimenti marini, si trova vernice fluorocarbonica3 sistemi. I legami fluoro-carbonio sono tra i più forti nella chimica organica. Ciò significa che il rivestimento non si degrada facilmente sotto la luce UV o l'attacco chimico. La serie PTZ in acciaio inossidabile 316L di Dahua4, ad esempio, utilizza un processo in tre fasi — passivazione, lucidatura, quindi vernice fluorocarbonica — e dichiara oltre 1440 ore di resistenza alla nebbia salina. MIC IP fusion 9000i di Bosch5 utilizza un sistema multistrato di grado automobilistico e dichiara 2000 ore.
Il test a quadretti: come verificare l'adesione
Un rivestimento è valido quanto il suo legame con il metallo. Il test di adesione a reticolo (ISO 2409)6 valuta l'adesione da 0 (migliore) a 5 (peggiore). Per applicazioni marine, è necessario un punteggio di 0, il che significa zero scrostature quando viene praticata una griglia di tagli attraverso il rivestimento e il nastro viene rimosso. Se il tuo fornitore non può mostrarti un risultato del test a reticolo, è un campanello d'allarme.
Il test di 720 ore include le staffe di montaggio e i cavi esterni?
Una volta ho avuto un progetto in cui il corpo della telecamera era perfetto dopo due anni, ma ogni singola vite di montaggio si era trasformata in polvere arancione. La staffa è quasi caduta dal palo.
In molti casi, il test di nebbia salina di 720 ore copre solo l'alloggiamento della telecamera stesso. Le staffe di montaggio, le viti, i pressacavi e i connettori vengono spesso testati separatamente, o non testati affatto. È necessario richiedere esplicitamente il test dell'intero sistema nella specifica di approvvigionamento.
 test nebbia salina staffe di montaggio elementi di fissaggio telecamera PTZ
test nebbia salina staffe di montaggio elementi di fissaggio telecamera PTZ
Questa è una delle maggiori lacune nell'approvvigionamento di telecamere costiere. Il corpo della telecamera riceve tutta l'attenzione. Le piccole parti vengono ignorate. E quelle piccole parti cedono per prime.
La trappola della corrosione galvanica
Quando due metalli diversi entrano in contatto in un ambiente salato e umido, il metallo meno nobile si corrode più velocemente. Questo si chiama corrosione galvanica7; è un problema di elettrochimica di base e si verifica continuamente sul campo.
Ecco uno scenario comune: l'alloggiamento della telecamera è in acciaio inossidabile 316L, ma l'installatore utilizza viti in acciaio inossidabile 304 perché sono più economiche. In acqua salata, il 304 ha un potenziale di corrosione inferiore rispetto al 316L. Le viti 304 diventano l“”anodo" e si dissolvono per prime. Entro pochi mesi, avrai viti allentate e una telecamera appesa a un filo.
Cosa deve essere ogni elemento di fissaggio
| Componente | Materiale richiesto | Perché |
|---|---|---|
| Viti dell'alloggiamento | SS 316L | Deve corrispondere al grado dell'alloggiamento per prevenire la corrosione galvanica. |
| Staffa di montaggio | SS 316L o acciaio zincato a caldo8 con Rivestimento Dacromet9 | La staffa è la parte strutturale più esposta. |
| Pressacavi | Nylon di grado marino o SS 316L | Impedisce l'ingresso di acqua salata nei punti di ingresso dei cavi. |
| Rondelle e distanziatori | SS 316L + guarnizione isolante in gomma o PTFE | La guarnizione interrompe il contatto metallo-metallo tra metalli diversi. |
| Cavi esterni | Guaina resistente ai raggi UV e al sale (ad es. poliuretano) | Le guaine standard in PVC si crepano e assorbono umidità in condizioni costiere di raggi UV/sale. |
Guarnizioni isolanti: l'eroe trascurato
Tra la staffa e il corpo della telecamera è necessaria una guarnizione isolante: gomma, PTFE o nylon. Questa guarnizione fa due cose. In primo luogo, arresta la corrosione galvanica interrompendo il percorso elettrico tra due metalli. In secondo luogo, funge da smorzatore di vibrazioni, riducendo lo stress meccanico sul rivestimento nel punto di contatto. Senza questa guarnizione, anche due pezzi di 316L possono sviluppare corrosione interstiziale nel punto di contatto perché l'acqua salata rimane intrappolata nello stretto spazio tra di essi.
Richiedi l'ambito completo del test
Quando richiedi un rapporto di prova di nebbia salina, controlla attentamente la sezione “campione di prova”. Dovrebbe indicare “assemblaggio completo” o elencare ogni componente singolarmente. Se indica solo “pannello dell'alloggiamento” o “campione”, il test non ha coperto le staffe, le viti o i pressacavi. Noi di Loyalty-Secu, quando eseguiamo la validazione con nebbia salina per ordini OEM costieri, inseriamo l'intera unità assemblata — telecamera, staffa, viti, pressacavi — nella camera. Questo è l'unico modo per garantire prestazioni reali.
Come si previene la “ruggine bianca” sull'alloggiamento in alluminio negli ambienti a nebbia salina?
Ricevo spesso questa domanda da integratori che preferiscono l'alluminio all'acciaio inossidabile per risparmiare peso e costi. La risposta non è semplice.
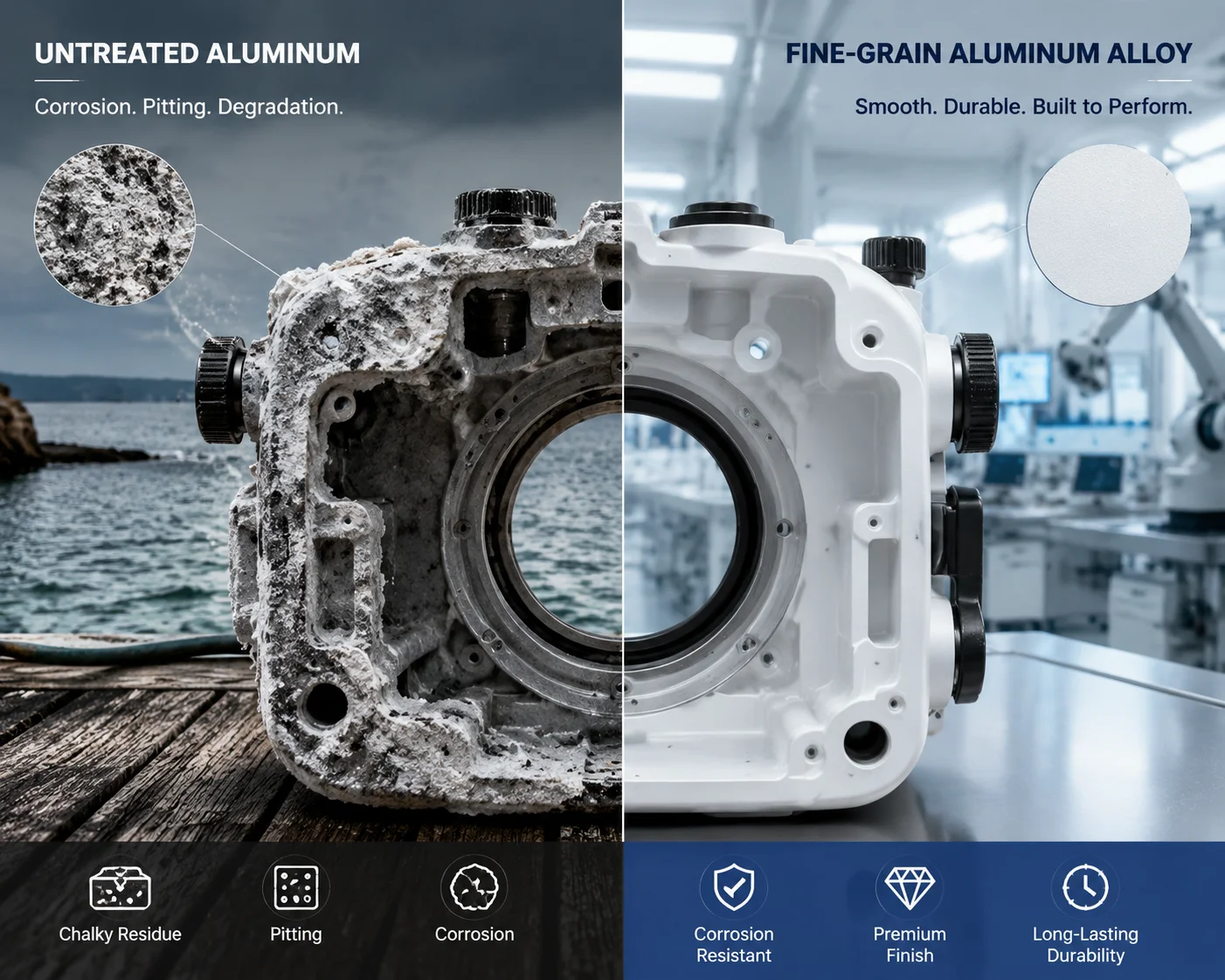
La ruggine bianca è ossido di zinco o alluminio che si forma quando umidità e sale si depositano su superfici in alluminio non trattate o mal trattate. Si previene utilizzando leghe di alluminio a grana fine, applicando un rivestimento di conversione nanoceramico privo di cromo prima della verniciatura e garantendo che la verniciatura a polvere finale sia spessa almeno 80 μm con porosità zero.
 prevenzione ruggine bianca alloggiamento telecamera PTZ in alluminio
prevenzione ruggine bianca alloggiamento telecamera PTZ in alluminio
La ruggine bianca all'inizio sembra innocua, solo una polvere bianca e calcarea. Ma significa che lo strato protettivo di ossido è fallito. Una volta iniziato, si diffonde rapidamente. E se l'alluminio è una parte pressofusa con porosità interna (minuscole bolle d'aria dal processo di fusione), l'acqua salata penetrerà in quei pori per capillarità e corroderà il metallo dall'interno.
Fase 1: Inizia con la lega giusta
Non tutto l'alluminio è uguale. L'alluminio pressofuso standard (come ADC12) contiene tracce di rame e ferro. Queste impurità creano micro-celle galvaniche sulla superficie, minuscole batterie che accelerano la corrosione. Per l'uso costiero, è necessario:
- ADC12 con rigoroso controllo delle impurità — contenuto di rame inferiore allo 0,31%, ferro inferiore allo 0,81%.
- Alluminio lavorato AL6061-T6 — naturalmente più basso in impurità, con una struttura a grana più fine.
- Alluminio a grana fine potenziato — alcuni produttori (come Dahua) hanno sviluppato leghe proprietarie con dimensioni dei grani ridotte fino al 50%, il che rende la superficie più uniforme e più difficile da attaccare per il sale.
Fase 2: Sigillare la Superficie Prima della Verniciatura
Il passaggio del rivestimento di conversione è fondamentale. È qui che si trasforma chimicamente lo strato superiore dell'alluminio in un film denso e inerte. Il vecchio metodo utilizzava il cromo esavalente (conversione cromatica), che è molto efficace ma tossico e limitato dalle normative RoHS e REACH. Il moderno sostituto è un rivestimento di conversione nano-ceramico privo di cromo10. Fa tre cose:
- Rimuove i contaminanti superficiali (olio, ossido, particelle sciolte).
- Crea una barriera simile a una ceramica spessa un nanometro sul metallo.
- Fornisce una superficie chimicamente attiva a cui il primer può aderire a livello molecolare.
Senza questo passaggio, il rivestimento in polvere si appoggia sull'alluminio come nastro adesivo su un muro bagnato. Si staccherà sotto la nebbia salina in meno di 200 ore.
Fase 3: Applicare un Rivestimento Spesso e Privo di Porosità
Il rivestimento in polvere finale deve essere abbastanza spesso da bloccare fisicamente gli ioni di sale. Il minimo industriale per le applicazioni costiere è di 80 μm. Prodotti migliori puntano a 100–120 μm. Ma lo spessore da solo non è sufficiente. Il rivestimento deve essere privo di microfori. Durante il processo di polimerizzazione, se la temperatura del forno non è controllata con precisione, il gas può fuoriuscire dal substrato di alluminio e creare microbolle nel rivestimento. Ogni bolla è un percorso diretto per l'acqua salata per raggiungere il metallo.
Confronto della Prevenzione della Ruggine Bianca tra i Materiali
| Fattore | Alluminio non trattato | Alluminio trattato (3 strati) | Acciaio inossidabile 316L |
|---|---|---|---|
| Resistenza alla nebbia salina | 48–96 ore | 720–2000 ore | 1440–2000+ ore |
| Peso (relativo) | 1x | 1x | 2,9x |
| Costo (relativo) | 1x | 1,3x | 3–4x |
| Rischio di ruggine bianca | Molto alto | Basso (se il rivestimento è intatto) | Non applicabile (nessun alluminio) |
| Miglior caso d'uso | Solo per interni | Costiero (2–5 km dalla riva) | Offshore, banchina, zona di spruzzi diretti |
Per progetti entro 2 km dalla costa, consiglio generalmente acciaio inossidabile 316L o custodie in polimero ingegnerizzato. Tra 2 e 5 km, una custodia in alluminio ben trattata con una valutazione di nebbia salina verificata di 720+ ore è una scelta solida ed economica.
La fabbrica fornirà un certificato di test di nebbia salina ISO 9227 per il mio ordine?
Mi è stata posta questa domanda da quasi tutti gli integratori seri con cui lavoro. La risposta breve è sì, ma devi sapere cosa chiedere.
Un produttore affidabile fornirà un certificato di prova di nebbia salina ISO 9227 (o ASTM B117). Tuttavia, dovresti richiedere che il certificato provenga da un laboratorio accreditato di terze parti (come SGS, TÜV o un laboratorio certificato CMA in Cina), copra l'unità assemblata completa e indichi la durata esatta del test, le condizioni e i criteri di superamento/fallimento.
 Certificato di prova di nebbia salina ISO 9227 fabbrica telecamera PTZ
Certificato di prova di nebbia salina ISO 9227 fabbrica telecamera PTZ
C'è una grande differenza tra un rapporto di prova interno di una fabbrica e un certificato di laboratorio di terze parti. I rapporti interni possono essere vaghi, selezionati con cura o basati su un singolo campione. I rapporti di terze parti seguono protocolli rigorosi e sono legalmente tracciabili. Ecco cosa devi controllare e cosa devi scrivere nel tuo accordo di acquisto.
Cosa deve includere il certificato
Un certificato valido di prova di nebbia salina dovrebbe contenere tutti i seguenti elementi:
- Standard di prova: ISO 9227 NSS, ASTM B117 o IEC 60068-2-52 (ciclico). Il test ciclico (IEC 60068-2-52) è più realistico per gli ambienti costieri perché alterna fasi di spruzzo, asciugatura e umidità, proprio come il tempo reale.
- Durata del test: Il numero esatto di ore. Per le telecamere PTZ costiere, 720 ore sono il minimo. Per installazioni entro 2 km dall'oceano, richiedi 1440 ore.
- Descrizione del campione di prova: Deve indicare “unità completa” o elencare ogni componente (alloggiamento, staffa, viti, pressacavi). Un certificato che ha testato solo un campione di metallo piatto non è valido per un'intera telecamera.
- Parametri ambientali: Soluzione di NaCl al 5%, temperatura della camera di 35°C, pH 6,5–7,2. Qualsiasi deviazione da questi numeri rende il test non comparabile.
- Criteri di superamento/fallimento: Nessuna ruggine rossa, nessuna formazione di bolle nella vernice, nessuna delaminazione del rivestimento, nessun blocco meccanico dei motori PTZ e funzionamento completo (zoom, pan, tilt, IR, rete) dopo il test.
- Accreditamento del laboratorio: Cerca ISO 1702511 accreditamento, logo SGS, marchio TÜV Rheinland o timbro CMA (per laboratori cinesi).
Come scriverlo nel tuo ordine di acquisto
Non lasciare che sia un accordo verbale. Inseriscilo nell'allegato tecnico del tuo contratto di acquisto. Ecco una clausola di esempio che uso:
“Il fornitore dovrà fornire, prima della spedizione, un rapporto di prova di nebbia salina emesso da un laboratorio di terze parti accreditato ISO 17025. Il test dovrà essere condotto secondo ISO 9227 NSS per un minimo di 720 ore continue. Il campione di prova dovrà essere un'unità di produzione completamente assemblata, comprensiva di alloggiamento, staffa di montaggio, tutti i fissaggi e i pressacavi. Criteri di superamento: zero ruggine rossa, zero bolle nel rivestimento (ISO 4628-2 grado 0), zero degrado funzionale.”
Test continuo vs. ciclico
La maggior parte dei certificati che vedrai si basa su nebbia salina neutra continua (NSS). Questo è il test più semplice e comune. Ma il vero clima costiero non è uno spruzzo continuo. Cicla tra nebbia, pioggia, sole e vento secco. Il test di corrosione ciclica (CCT) secondo IEC 60068-2-52 è un predittore migliore delle prestazioni nel mondo reale. Include tre fasi:
- Fase di spruzzo: Nebbia salina ad alta concentrazione attacca la superficie.
- Fase di asciugatura: I cristalli di sale si formano e creano stress meccanico sul rivestimento.
- Fase umida: L'umidità riattiva il sale e guida la penetrazione dell'elettrolita in eventuali microfessure.
Se il tuo fornitore può fornire un rapporto di test ciclico oltre al rapporto NSS standard, questo è un forte segnale di fiducia nel loro prodotto.
La soglia di 720 ore nel contesto
Il numero di 720 ore non è casuale. Corrisponde a un equivalente specifico di esposizione nel mondo reale. L'esperienza del settore suggerisce che 720 ore di nebbia salina continua in laboratorio equivalgono approssimativamente a 3.600 giorni - circa 10 anni - di esposizione costiera effettiva. Questa è la soglia di approvvigionamento utilizzata dalle autorità portuali, dagli operatori di ponti e dai progetti di infrastrutture costiere in tutto il mondo.
Conclusione
Raggiungere 720 ore di resistenza alla nebbia salina richiede un'ingegneria stratificata - lega giusta, trattamento superficiale, finitura multistrato, struttura sigillata e elementi di fissaggio abbinati - non solo uno strato di vernice più spesso. Richiedi sempre certificati di test di terze parti che coprano l'unità assemblata completa prima di firmare un ordine di acquisto.
1. ISO 9227 è lo standard internazionale per il test di nebbia salina neutra, che definisce il metodo per valutare la resistenza alla corrosione. ︎↩︎ 2. ASTM B117 è uno standard ampiamente utilizzato per il funzionamento di apparecchiature di test di nebbia salina (fog) per valutare la resistenza alla corrosione. ︎↩︎ 3. Le vernici fluorocarboniche (ad es. PVDF/FEVE) offrono un'eccezionale resistenza ai raggi UV e agli agenti chimici grazie ai forti legami carbonio-fluoro, ideali per rivestimenti marini. ︎↩︎ 4. Le telecamere PTZ di grado marino di Dahua sono dotate di acciaio inossidabile 316L e vernice fluorocarbonica, con una resistenza alla nebbia salina dichiarata superiore a 1440 ore. ︎↩︎ 5. La MIC IP fusion 9000i di Bosch è una telecamera PTZ di grado marino con un sistema di rivestimento multistrato automobilistico, certificata per 2000 ore di nebbia salina. ︎↩︎ 6. Il test a croce (ISO 2409) valuta l'adesione del rivestimento a un substrato tagliando una griglia e applicando del nastro adesivo. ︎↩︎ 7. La corrosione galvanica si verifica quando due metalli dissimili sono in contatto elettrico in un elettrolita corrosivo, accelerando la corrosione del metallo meno nobile. ︎↩︎ 8. La zincatura a caldo riveste l'acciaio con un spesso strato di zinco, fornendo protezione sacrificale contro la corrosione in ambienti difficili. ︎↩︎ 9. Dacromet è un rivestimento a base di scaglie di zinco a base d'acqua che fornisce un'eccellente resistenza alla corrosione senza infragilimento da idrogeno. ︎↩︎ 10. I rivestimenti di conversione nanoceramica sono pretrattamenti a film sottile ed ecocompatibili che migliorano la resistenza alla corrosione e l'adesione della vernice sui metalli. ︎↩︎ 11. ISO 17025 è lo standard internazionale per la competenza e l'accreditamento dei laboratori, garantendo che i risultati dei test siano affidabili e tracciabili. ︎↩︎