
Ich habe Kameras gesehen, die an einer Küste Floridas in weniger als sechs Monaten auseinanderfielen. Salz tötet alles – schnell.
Küsten-PTZ-Kameras erreichen eine Salzsprühnebel-Beständigkeit von über 720 Stunden durch gestapelte Verteidigungsschichten: korrosionsbeständige Grundmetalle wie 316L-Edelstahl oder Feinkornaluminium, chemische Oberflächenbehandlungen wie Passivierung und Elektropolieren, Schutzbeschichtungen wie Fluorcarbonlack und vollständig abgedichtete Konstruktionen mit Schrauben gleicher Güteklasse.
 Küsten-PTZ-Kamera Salzsprühnebel-Korrosionsbeständigkeit 720 Stunden
Küsten-PTZ-Kamera Salzsprühnebel-Korrosionsbeständigkeit 720 Stunden
Die Marke von 720 Stunden ist keine Marketingzahl; sie liegt im mittleren bis oberen Bereich internationaler Prüfnormen wie ASTM B117 und ISO 92271 und ASTM B1172. Dorthin zu gelangen erfordert Ingenieurskunst auf jeder Ebene – vom Legierungsrezept bis zur letzten Schraube an der Halterung. Im Folgenden gehe ich auf die vier häufigsten Fragen ein, die ich von Integratoren erhalte, die Küsteneinsätze planen, und gebe Ihnen die tatsächlichen technischen Antworten auf jede einzelne.
Inhaltsübersicht
Was ist der Unterschied zwischen einer Standardoberfläche und einer Beschichtung in “Marine-Qualität”?
Ich dachte früher, “Marine-Qualität” sei nur ein Etikett. Dann schnitt ich eine ausgefallene Kamera aus einem Hafenprojekt auf und sah blankes Metall unter einer einzigen Farbschicht.
Eine Standardoberfläche ist typischerweise eine Pulverbeschichtungsschicht über blankem Aluminium. Eine Beschichtung in “Marine-Qualität” ist ein Mehrschichtsystem – normalerweise drei oder mehr Schichten –, das eine chemische Konvertierung, eine Grundierung und eine Deckschicht umfasst, die jeweils eine spezifische Barrierefunktion gegen Salz, Feuchtigkeit und UV-Strahlung erfüllen.
 Marine-Qualität-Beschichtung vs. Standardoberfläche PTZ-Kamera
Marine-Qualität-Beschichtung vs. Standardoberfläche PTZ-Kamera
Der Unterschied zwischen diesen beiden Ansätzen ist nicht gering. Es ist der Unterschied zwischen einer Kamera, die 18 Monate hält, und einer, die 10 Jahre hält. Lassen Sie mich Ihnen zeigen, was auf jeder Ebene tatsächlich passiert.
Die Standardoberfläche: Eine Schicht, ein Problem
Die meisten Innen- oder allgemeinen Außenkameras verwenden eine einzige Polyesterpulverbeschichtung. Die Dicke beträgt normalerweise etwa 40–60 μm. Das ist in Ordnung für ein Lagerhaus oder einen Parkplatz in Arizona. Aber an einer Küste sind die Salzionen klein genug, um Mikroporen in einer einzigen Beschichtungsschicht zu durchdringen. Sobald sie das Grundmetall erreichen, beginnt die Korrosion von innen nach außen. Sie werden sie erst sehen, wenn die Farbe Blasen wirft und abblättert.
Das Marine-Qualität-System: Drei Schichten arbeiten zusammen
Eine echte Marine-Qualität-Oberfläche verwendet, was ich den “Dreischichtschild” nenne. Jede Schicht hat eine spezifische Aufgabe:
| Ebene | Material | Dicke | Funktion |
|---|---|---|---|
| Schicht 1 – Konversionsbeschichtung | Nano-keramischer oder chromatarmer chemischer Film | < 1 μm | Haftet auf der Metalloberfläche. Bietet eine anfängliche chemische Barriere. Verbessert die Haftung für die nächste Schicht dramatisch. |
| Schicht 2 – Grundierung | Epoxidharz- oder zinkreiche Grundierung | 20–40 μm | Blockiert das Eindringen von Feuchtigkeit und Sauerstoff zum Metall. Wirkt als Opferanode, wenn die Deckschicht zerkratzt wird. |
| Schicht 3 – Deckschicht | Superbeständiger Polyester- oder Fluorcarbonlack (PVDF/FEVE) | 80–120 μm | Der wichtigste physische Schutzschild. Widersteht UV-Strahlung, Salznebel, saurem Regen und mechanischer Abrieb. |
Warum Fluorcarbonlack wichtig ist
Am oberen Ende der Marinebeschichtungen finden Sie Fluorcarbonlack3 Systeme. Fluor-Kohlenstoff-Bindungen gehören zu den stärksten in der organischen Chemie. Das bedeutet, dass die Beschichtung unter UV-Licht oder chemischem Angriff nicht leicht abgebaut wird. Dahua's PTZ-Serie aus 316L-Edelstahl4, zum Beispiel verwendet einen dreistufigen Prozess – Passivierung, Polieren, dann Fluorcarbonlack – und behauptet über 1440 Stunden Salznebelbeständigkeit. Bosch's MIC IP fusion 9000i5 verwendet ein mehrschichtiges System in Automobilqualität und behauptet 2000 Stunden.
Der Gitterschnitttest: So überprüfen Sie die Haftung
Eine Beschichtung ist nur so gut wie ihre Haftung am Metall. Der Gitterschnitt-Haftungstest (ISO 2409)6 bewertet die Haftung von 0 (am besten) bis 5 (am schlechtesten). Für Marineanwendungen benötigen Sie eine Bewertung von 0 – das bedeutet, dass sich beim Anbringen eines Gitters von Schnitten durch die Beschichtung und Abziehen des Klebebands keine Schuppen ablösen. Wenn Ihr Lieferant Ihnen kein Ergebnis eines Gitterschnitt-Tests vorlegen kann, ist das ein Warnsignal.
Beinhaltet der 720-Stunden-Test die Montagehalterungen und externen Kabel?
Ich hatte einmal ein Projekt, bei dem das Kameragehäuse nach zwei Jahren perfekt war, aber jede einzelne Befestigungsschraube hatte sich in orangefarbenes Pulver verwandelt. Die Halterung fiel fast vom Mast.
In vielen Fällen deckt der 720-Stunden-Salzsprühtest nur das Kameragehäuse selbst ab. Befestigungswinkel, Schrauben, Kabelverschraubungen und Steckverbinder werden oft separat getestet – oder gar nicht. Sie müssen in Ihrer Beschaffungsspezifikation ausdrücklich einen Test des Gesamtsystems verlangen.
 Salzsprühtest Befestigungswinkel Schrauben PTZ-Kamera
Salzsprühtest Befestigungswinkel Schrauben PTZ-Kamera
Dies ist eine der größten Lücken bei der Beschaffung von Kameras für Küstenanwendungen. Das Kameragehäuse erhält die gesamte Aufmerksamkeit. Die Kleinteile werden ignoriert. Und diese Kleinteile versagen zuerst.
Die galvanische Korrosionsfalle
Wenn zwei verschiedene Metalle in einer salzigen, feuchten Umgebung aufeinandertreffen, korrodiert das unedlere Metall schneller. Dies nennt man galvanische Korrosion7; es ist ein grundlegendes Problem der Elektrochemie und tritt im Feld ständig auf.
Hier ist ein gängiges Szenario: Das Kameragehäuse besteht aus 316L-Edelstahl, aber der Installateur verwendet 304-Edelstahl-Schrauben, weil diese billiger sind. In Salzwasser hat 304 ein geringeres Korrosionspotenzial als 316L. Die 304-Schrauben werden zum “Anoden” und lösen sich zuerst auf. Innerhalb weniger Monate haben Sie lose Schrauben und eine Kamera, die nur noch am seidenen Faden hängt.
Was jede Schraube sein muss
| Komponente | Erforderliches Material | Warum |
|---|---|---|
| Gehäuseschrauben | SS 316L | Muss mit der Gehäusegüte übereinstimmen, um galvanische Korrosion zu verhindern. |
| Befestigungswinkel | SS 316L oder feuerverzinkter Stahl8 mit Dacromet-Beschichtung9 | Die Halterung ist das am stärksten exponierte strukturelle Teil. |
| Kabelverschraubungen | Marine-Nylon oder SS 316L | Verhindert das Eindringen von Salzwasser an den Kabeleinführungspunkten. |
| Unterlegscheiben und Abstandshalter | SS 316L + Gummi- oder PTFE-Isolierdichtung | Die Dichtung unterbricht den Metall-zu-Metall-Kontakt zwischen unterschiedlichen Metallen. |
| Externe Kabel | UV-beständige, salzbeständige Ummantelung (z. B. Polyurethan) | Standard-PVC-Ummantelungen reißen und nehmen Feuchtigkeit unter Küsten-UV/Salzbedingungen auf. |
Isolierdichtungen: Der übersehene Held
Zwischen der Halterung und dem Kameragehäuse benötigen Sie eine Isolierdichtung – Gummi, PTFE oder Nylon. Diese Dichtung tut zwei Dinge. Erstens verhindert sie galvanische Korrosion, indem sie den elektrischen Pfad zwischen zwei Metallen unterbricht. Zweitens wirkt sie als Vibrationsdämpfer, was die mechanische Belastung der Beschichtung an der Kontaktstelle reduziert. Ohne diese Dichtung können selbst zwei Teile aus 316L an der Kontaktfläche Spaltkorrosion entwickeln, da Salzwasser in den engen Spalt zwischen ihnen eindringt.
Fragen Sie nach dem vollständigen Testumfang
Wenn Sie einen Salzsprühtestbericht anfordern, überprüfen Sie sorgfältig den Abschnitt “Prüfkörper”. Dort sollte “vollständige Baugruppe” stehen oder jede Komponente einzeln aufgeführt sein. Wenn dort nur “Gehäuseplatte” oder “Musterprobe” steht, deckte der Test die Halterungen, Schrauben oder Kabeleinführungen nicht ab. Bei Loyalty-Secu nehmen wir bei Salzsprühvalidierungen für Küsten-OEM-Bestellungen die gesamte montierte Einheit – Kamera, Halterung, Schrauben, Kabelverschraubungen – in die Kammer. Das ist der einzige Weg, um eine reale Leistung zu garantieren.
Wie verhindern Sie “Weißrost” auf dem Aluminiumgehäuse in salznebelhaltigen Umgebungen?
Diese Frage stelle ich oft von Integratoren, die Aluminium gegenüber Edelstahl wegen der Gewichts- und Kostenersparnis bevorzugen. Die Antwort ist nicht einfach.
Weißrost ist Zink- oder Aluminiumoxid, das sich bildet, wenn Feuchtigkeit und Salz auf unbehandelten oder schlecht behandelten Aluminiumoberflächen liegen. Sie verhindern ihn, indem Sie feinkörnige Aluminiumlegierungen verwenden, eine chromfreie Nano-Keramik-Konversionsbeschichtung vor dem Lackieren auftragen und sicherstellen, dass die endgültige Pulverbeschichtung mindestens 80 μm dick und porenfrei ist.
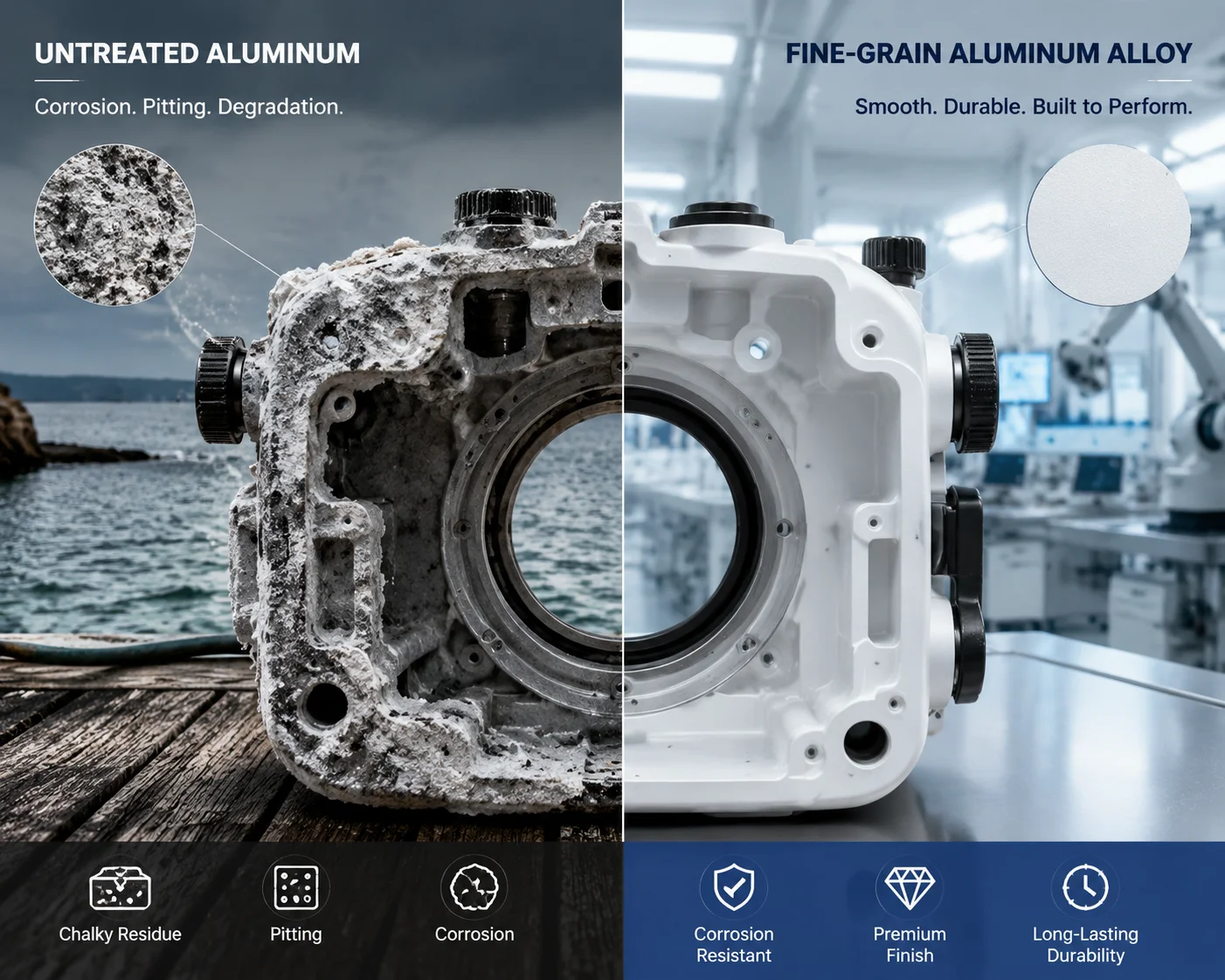 Weißrost-Prävention bei Aluminium-PTZ-Kameragehäusen
Weißrost-Prävention bei Aluminium-PTZ-Kameragehäusen
Weißrost sieht zunächst harmlos aus – nur ein kreidig-weißer Pulver. Aber es bedeutet, dass die schützende Oxidschicht versagt hat. Sobald es beginnt, breitet es sich schnell aus. Und wenn das Aluminium ein Druckgussteil mit innerer Porosität (winzige Luftblasen aus dem Gießprozess) ist, wird Salzwasser durch Kapillarwirkung in diese Poren eindringen und das Metall von innen korrodieren.
Schritt 1: Beginnen Sie mit der richtigen Legierung
Nicht jedes Aluminium ist gleich. Standard-Aluminium-Druckguss (wie ADC12) enthält Spuren von Kupfer und Eisen. Diese Verunreinigungen erzeugen Oberflächen-Mikro-Galvanische Zellen – winzige Batterien, die die Korrosion beschleunigen. Für den Einsatz an der Küste benötigen Sie entweder:
- ADC12 mit strenger Verunreinigungskontrolle — Kupfergehalt unter 0,31 TP3T, Eisen unter 0,81 TP3T.
- AL6061-T6 Schmiedeeisenguss — von Natur aus geringer an Verunreinigungen, mit einer engeren Kornstruktur.
- Feinkörniges, verbessertes Aluminium — einige Hersteller (wie Dahua) haben proprietäre Legierungen mit Kornverkleinerungen von bis zu 501 TP3T entwickelt, was die Oberfläche gleichmäßiger macht und Salz schwerer angreifen lässt.
Schritt 2: Oberfläche vor dem Lackieren versiegeln
Der Konversionsbeschichtungsschritt ist entscheidend. Hier wandeln Sie die oberste Schicht des Aluminiums chemisch in einen dichten, inerten Film um. Die alte Methode verwendete sechswertiges Chrom (Chromatkonversion), das sehr wirksam, aber giftig und nach RoHS- und REACH-Vorschriften eingeschränkt ist. Der moderne Ersatz ist eine chromatfreie Nanokeramik-Konversionsbeschichtung10. Sie bewirkt drei Dinge:
- Entfernt Oberflächenkontaminationen (Öl, Oxid, lose Partikel).
- Erzeugt eine nanometerdicke, keramikähnliche Barriere auf dem Metall.
- Bietet eine chemisch aktive Oberfläche, an die die Grundierung auf molekularer Ebene binden kann.
Ohne diesen Schritt liegt die Pulverbeschichtung wie Klebeband auf einer nassen Wand auf dem Aluminium. Sie wird in weniger als 200 Stunden unter Salzsprühnebel abblättern.
Schritt 3: Eine dicke, porenfreie Deckschicht auftragen
Die endgültige Pulverbeschichtung muss dick genug sein, um Salzionen physikalisch zu blockieren. Das Branchenminimum für Küstenanwendungen beträgt 80 μm. Bessere Produkte zielen auf 100–120 μm ab. Aber Dicke allein reicht nicht aus. Die Beschichtung muss frei von Nadellöchern sein. Während des Härtungsprozesses kann, wenn die Ofentemperatur nicht präzise kontrolliert wird, Gas aus dem Aluminiumsubstrat entweichen und Mikroblasen in der Beschichtung erzeugen. Jede Blase ist ein direkter Weg für Salzwasser, das Metall zu erreichen.
Wie die Weißrostschutzleistung über verschiedene Materialien hinweg abschneidet
| Faktor | Unbehandeltes Aluminium | Behandeltes Aluminium (3-Schicht) | 316L Edelstahl |
|---|---|---|---|
| Salzsprühbeständigkeit | 48–96 Stunden | 720–2000 Stunden | 1440–2000+ Stunden |
| Gewicht (relativ) | 1x | 1x | 2,9x |
| Kosten (relativ) | 1x | 1,3x | 3–4x |
| Risiko von Weißrost | Sehr hoch | Gering (wenn Beschichtung intakt ist) | Nicht anwendbar (kein Aluminium) |
| Bester Anwendungsfall | Nur Innenbereich | Küstennah (2–5 km von der Küste entfernt) | Offshore, an der Kaimauer, direkter Spritzwasserbereich |
Für Projekte innerhalb von 2 km von der Küstenlinie empfehle ich generell Edelstahl 316L oder Gehäuse aus technischen Polymeren. Zwischen 2 und 5 km ist ein gut behandeltes Aluminiumgehäuse mit einer nachgewiesenen Salzsprühbeständigkeit von 720+ Stunden eine solide, kostengünstige Wahl.
Liefert die Fabrik ein ISO 9227 Salzsprühnebel-Testzertifikat für meine Bestellung?
Diese Frage wurde mir von fast jedem ernsthaften Integrator gestellt, mit dem ich zusammenarbeite. Die kurze Antwort lautet ja – aber Sie müssen wissen, wonach Sie fragen müssen.
Ein seriöser Hersteller wird ein ISO 9227 (oder ASTM B117) Salzsprühprüfzertifikat vorlegen. Sie sollten jedoch verlangen, dass das Zertifikat von einem akkreditierten Drittlabor (wie SGS, TÜV oder einem CMA-zertifizierten Labor in China) stammt, die vollständige montierte Einheit abdeckt und die genaue Prüfdauer, Bedingungen und Pass/Fail-Kriterien angibt.
 ISO 9227 Salzsprühprüfzertifikat PTZ-Kamerawerk
ISO 9227 Salzsprühprüfzertifikat PTZ-Kamerawerk
Es gibt einen großen Unterschied zwischen einem internen Prüfbericht einer Fabrik und einem Zertifikat eines Drittlabors. Interne Berichte können vage, selektiv oder auf einer einzigen Probe basieren. Berichte von Drittanbietern folgen strengen Protokollen und sind rechtlich nachvollziehbar. Hier erfahren Sie, was Sie überprüfen müssen – und was Sie in Ihre Kaufvereinbarung aufnehmen müssen.
Was das Zertifikat enthalten muss
Ein gültiges Salzsprühtest-Zertifikat sollte Folgendes enthalten:
- Prüfnorm: ISO 9227 NSS, ASTM B117 oder IEC 60068-2-52 (zyklisch). Zyklische Tests (IEC 60068-2-52) sind für Küstenumgebungen realistischer, da sie zwischen Sprüh-, Trocken- und Feuchtphasen wechseln – genau wie das reale Wetter.
- Dauer des Tests: Die genaue Stundenzahl. Für PTZ-Kameras in Küstennähe sind 720 Stunden das Minimum. Für Installationen innerhalb von 2 km vom Meer entfernt sollten Sie 1440 Stunden anstreben.
- Beschreibung des Prüfobjekts: Es muss “vollständige Einheit” lauten oder jede Komponente auflisten (Gehäuse, Halterung, Schrauben, Kabelverschraubungen). Ein Zertifikat, das nur einen flachen Metallcoupon getestet hat, ist für eine ganze Kamera nicht gültig.
- Umweltparameter: 5% NaCl-Lösung, 35°C Kammertemperatur, pH 6,5–7,2. Jede Abweichung von diesen Werten macht den Test nicht vergleichbar.
- Bestanden/Nicht bestanden-Kriterien: Kein Rotrost, keine Blasenbildung der Beschichtung, keine Delamination der Beschichtung, keine mechanische Blockade der PTZ-Motoren und volle Funktionsfähigkeit (Zoom, Schwenken, Neigen, IR, Netzwerk) nach dem Test.
- Laborakkreditierung: Achten Sie auf ISO 1702511 Akkreditierung, SGS-Logo, TÜV Rheinland-Zeichen oder CMA-Stempel (für chinesische Labore).
So schreiben Sie es in Ihre Bestellung
Überlassen Sie dies keiner mündlichen Vereinbarung. Nehmen Sie es in den technischen Anhang Ihres Kaufvertrags auf. Hier ist ein Beispielklausel, die ich verwende:
“Der Lieferant muss vor dem Versand einen Salzsprühtestbericht eines nach ISO 17025 akkreditierten Drittlabors vorlegen. Der Test muss gemäß ISO 9227 NSS für mindestens 720 kontinuierliche Stunden durchgeführt werden. Das Prüfobjekt muss eine vollständig montierte Produktionseinheit sein, einschließlich Gehäuse, Montagehalterung, aller Befestigungselemente und Kabelverschraubungen. Bestehenskriterien: kein Rotrost, keine Blasenbildung der Beschichtung (ISO 4628-2 Grad 0), keine funktionale Beeinträchtigung.”
Kontinuierliche vs. zyklische Tests
Die meisten Zertifikate, die Sie sehen werden, basieren auf kontinuierlichem neutralem Salzsprühtest (NSS). Dies ist der einfachste und gebräuchlichste Test. Aber echtes Küstenwetter ist kein kontinuierlicher Sprühnebel. Es wechselt zwischen Nebel, Regen, Sonne und trockenem Wind. Zyklische Korrosionsprüfung (CCT) nach IEC 60068-2-52 ist ein besserer Indikator für die Leistung in der realen Welt. Sie umfasst drei Phasen:
- Sprühphase: Hochkonzentrierter Salznebel greift die Oberfläche an.
- Trockenphase: Salzkristalle bilden sich und üben mechanischen Stress auf die Beschichtung aus.
- Feuchtephase: Feuchtigkeit reaktiviert das Salz und treibt die Elektrolytdurchdringung in Mikrorisse.
Wenn Ihr Lieferant zusätzlich zum Standard-NSS-Bericht einen zyklischen Testbericht vorlegen kann, ist dies ein starkes Zeichen für das Vertrauen in sein Produkt.
Der 720-Stunden-Schwellenwert im Kontext
Die Zahl 720 Stunden ist nicht zufällig. Sie entspricht einer spezifischen realen Expositionsdauer. Branchenerfahrungen deuten darauf hin, dass 720 Stunden kontinuierlicher Salzsprühnebel im Labor ungefähr 3.600 Tagen – etwa 10 Jahren – tatsächlicher Küstenexposition entsprechen. Dies ist der Beschaffungsschwellenwert, der von Hafenbehörden, Brückenbetreibern und Küsteninfrastrukturprojekten weltweit verwendet wird.
Schlussfolgerung
Das Erreichen von 720 Stunden Salzsprühbeständigkeit erfordert eine mehrschichtige Konstruktion – die richtige Legierung, Oberflächenbehandlung, Mehrschichtlackierung, abgedichtete Struktur und passende Befestigungselemente – nicht nur eine dickere Farbschicht. Fordern Sie immer Prüfzertifikate von Drittanbietern für die gesamte montierte Einheit an, bevor Sie eine Bestellung unterzeichnen.
1. ISO 9227 ist der internationale Standard für neutrale Salzsprühprüfungen, der die Methode zur Bewertung der Korrosionsbeständigkeit definiert. ︎↩︎ 2. ASTM B117 ist ein weit verbreiteter Standard für den Betrieb von Salzsprühnebelprüfgeräten zur Bewertung der Korrosionsbeständigkeit. ︎↩︎ 3. Fluorkarbonfarben (z. B. PVDF/FEVE) bieten aufgrund starker Kohlenstoff-Fluor-Bindungen eine außergewöhnliche UV- und chemische Beständigkeit, ideal für Marinebeschichtungen. ︎↩︎ 4. Dahua's PTZ-Kameras in Marinequalität verfügen über 316L-Edelstahl und Fluorkarbonfarbe und beanspruchen über 1440 Stunden Salzsprühbeständigkeit. ︎↩︎ 5. Boschs MIC IP fusion 9000i ist eine PTZ-Kamera in Marinequalität mit einem mehrschichtigen Automobil-Beschichtungssystem, zertifiziert für 2000 Stunden Salzsprühnebel. ︎↩︎ 6. Der Gitterschnitttest (ISO 2409) bewertet die Haftung der Beschichtung auf einem Substrat, indem ein Gitter eingeschnitten und Klebeband angebracht wird. ︎↩︎ 7. Galvanische Korrosion tritt auf, wenn zwei ungleiche Metalle in elektrischem Kontakt in einem korrosiven Elektrolyten stehen, was die Korrosion des unedleren Metalls beschleunigt. ︎↩︎ 8. Feuerverzinkung beschichtet Stahl mit einer dicken Zinkschicht und bietet einen opfernden Schutz gegen Korrosion in rauen Umgebungen. ︎↩︎ 9. Dacromet ist eine wasserbasierte Zinkflockenbeschichtung, die eine ausgezeichnete Korrosionsbeständigkeit ohne Wasserstoffversprödung bietet. ︎↩︎ 10. Nanokeramische Konversionsschichten sind umweltfreundliche Dünnschicht-Vorbehandlungen, die die Korrosionsbeständigkeit und Lackhaftung auf Metallen verbessern. ︎↩︎ 11. ISO 17025 ist der internationale Standard für die Kompetenz und Akkreditierung von Laboratorien, der sicherstellt, dass Testergebnisse zuverlässig und rückverfolgbar sind. ︎↩︎