
J'ai vu des caméras se désintégrer en moins de six mois sur le littoral de la Floride. Le sel tue tout, rapidement.
Les caméras PTZ côtières obtiennent plus de 720 heures de résistance au brouillard salin en empilant plusieurs couches de défense : métaux de base résistants à la corrosion comme l'acier inoxydable 316L ou l'aluminium à grain fin, traitements de surface chimiques tels que la passivation et la polissage électrolytique, revêtements protecteurs comme la peinture fluorocarbonée, et conceptions structurelles entièrement scellées avec des fixations de qualité assortie.
 résistance à la corrosion par brouillard salin caméra PTZ côtière 720 heures
résistance à la corrosion par brouillard salin caméra PTZ côtière 720 heures
La barre des 720 heures n'est pas un chiffre marketing ; elle se situe dans la fourchette moyenne à élevée des normes de test internationales comme ASTM B117 et ISO 92271 et ASTM B1172. Y parvenir nécessite une ingénierie à tous les niveaux, de la recette de l'alliage à la dernière vis sur le support. Ci-dessous, je détaille les quatre questions les plus fréquentes que me posent les intégrateurs qui planifient des déploiements côtiers, et je vous donne les véritables réponses techniques derrière chacune d'elles.
Table des matières
Quelle est la différence entre une finition standard et un revêtement de “ qualité marine ” ?
Je pensais que “ qualité marine ” n'était qu'une étiquette. Puis j'ai ouvert une caméra défaillante d'un projet portuaire et j'ai vu du métal nu sous une seule couche de peinture.
Une finition standard est généralement une couche de peinture en poudre sur de l'aluminium nu. Un revêtement de “ qualité marine ” est un système multicouche, généralement trois couches ou plus, qui comprend une conversion chimique, un apprêt et une couche de finition, chacune remplissant une fonction barrière spécifique contre le sel, l'humidité et les UV.
 revêtement qualité marine vs finition standard caméra PTZ
revêtement qualité marine vs finition standard caméra PTZ
La différence entre ces deux approches n'est pas minime. C'est la différence entre une caméra qui dure 18 mois et une qui dure 10 ans. Laissez-moi vous expliquer ce qui se passe réellement à chaque couche.
La finition standard : une couche, un problème
La plupart des caméras d'intérieur ou d'extérieur généralistes utilisent une seule couche de peinture en poudre polyester. L'épaisseur est généralement d'environ 40 à 60 μm. C'est suffisant pour un entrepôt ou un parking en Arizona. Mais sur le littoral, les ions de sel sont suffisamment petits pour pénétrer les micropores d'une seule couche de revêtement. Une fois qu'ils atteignent le métal de base, la corrosion commence de l'intérieur. Vous ne la verrez pas avant que la peinture ne bulle et ne s'écaille.
Le système de qualité marine : trois couches travaillant ensemble
Une véritable finition de qualité marine utilise ce que j'appelle le “ bouclier triple couche ”. Chaque couche a un travail spécifique :
| Couche | Matériau | Épaisseur | Fonction |
|---|---|---|---|
| Couche 1 — Revêtement de conversion | Film chimique nanocéramique ou sans chrome | < 1 µm | Adhère à la surface métallique. Fournit une première barrière chimique. Améliore considérablement l'adhérence de la couche suivante. |
| Couche 2 — Primaire | Primaire à base d'époxy ou riche en zinc | 20–40 µm | Bloque l'humidité et l'oxygène pour qu'ils n'atteignent pas le métal. Agit comme une couche sacrificielle si la couche supérieure est rayée. |
| Couche 3 — Couche de finition | Peinture polyester super durable ou fluorocarbone (PVDF/FEVE) | 80–120 µm | Le principal bouclier physique. Résiste aux UV, aux embruns salins, aux pluies acides et à l'abrasion mécanique. |
Pourquoi la peinture fluorocarbone est importante
Au plus haut niveau des revêtements marins, vous trouvez les systèmes de peinture fluorocarbone3 . Les liaisons fluor-carbone sont parmi les plus fortes en chimie organique. Cela signifie que le revêtement ne se dégrade pas facilement sous l'effet des UV ou d'une attaque chimique. La série PTZ en acier inoxydable 316L de Dahua4, par exemple, utilise un processus en trois étapes — passivation, polissage, puis peinture fluorocarbone — et revendique plus de 1440 heures de résistance aux embruns salins. Le MIC IP fusion 9000i de Bosch5 utilise un système multicouche de qualité automobile et revendique 2000 heures.
Le test de quadrillage : Comment vérifier l'adhérence
Un revêtement n'est aussi bon que son adhérence au métal. Le test d'adhérence par quadrillage (ISO 2409)6 note l'adhérence de 0 (meilleur) à 5 (pire). Pour les applications marines, vous avez besoin d'un score de 0, ce qui signifie aucune écaille lorsque des coupes sont effectuées à travers le revêtement et que du ruban adhésif est retiré. Si votre fournisseur ne peut pas vous montrer un résultat de test d'adhérence par quadrillage, c'est un signal d'alarme.
Le test de 720 heures inclut-il les supports de montage et le câblage externe ?
J'ai eu un projet où le boîtier de la caméra était parfait après deux ans, mais chaque vis de montage s'était transformée en poudre orange. Le support a failli tomber du mât.
Dans de nombreux cas, le test de brouillard salin de 720 heures ne couvre que le boîtier de la caméra lui-même. Les supports de montage, les vis, les presse-étoupes et les connecteurs sont souvent testés séparément, ou pas du tout. Vous devez explicitement exiger des tests sur l'ensemble du système dans vos spécifications d'approvisionnement.
 test brouillard salin supports de montage fixations caméra PTZ
test brouillard salin supports de montage fixations caméra PTZ
C'est l'une des plus grandes lacunes dans l'approvisionnement de caméras côtières. Le boîtier de la caméra retient toute l'attention. Les petites pièces sont ignorées. Et ces petites pièces échouent en premier.
Le piège de la corrosion galvanique
Lorsque deux métaux différents se touchent dans un environnement salin et humide, le métal le moins noble se corrode plus rapidement. C'est ce qu'on appelle corrosion galvanique7; c'est un problème de base d'électrochimie, et cela se produit tout le temps sur le terrain.
Voici un scénario courant : le boîtier de la caméra est en acier inoxydable 316L, mais l'installateur utilise des vis en acier inoxydable 304 parce qu'elles sont moins chères. Dans l'eau salée, le 304 a un potentiel de corrosion plus faible que le 316L. Les vis 304 deviennent “l'anode” et se dissolvent en premier. En quelques mois, vous avez des vis desserrées et une caméra qui pend par un fil.
Ce que chaque fixation doit être
| Composant | Matériau requis | Pourquoi |
|---|---|---|
| Vis du boîtier | SS 316L | Doit correspondre à la qualité du boîtier pour éviter la corrosion galvanique. |
| Support de montage | SS 316L ou acier galvanisé à chaud8 avec Revêtement Dacromet9 | Le support est la partie structurelle la plus exposée. |
| Presse-étoupes | Nylon de qualité marine ou SS 316L | Empêche l'infiltration d'eau salée aux points d'entrée des câbles. |
| Rondelles et entretoises | SS 316L + joint isolant en caoutchouc ou PTFE | Le joint rompt le contact métal-métal entre des métaux dissemblables. |
| Câbles externes | Gaine résistante aux UV et classée pour l'eau salée (par exemple, polyuréthane) | Les gaines standard en PVC se fissurent et absorbent l'humidité dans les conditions côtières de UV/sel. |
Joints isolants : le héros méconnu
Entre le support et le corps de la caméra, vous avez besoin d'un joint isolant — caoutchouc, PTFE ou nylon. Ce joint fait deux choses. Premièrement, il arrête la corrosion galvanique en rompant le chemin électrique entre deux métaux. Deuxièmement, il agit comme un amortisseur de vibrations, ce qui réduit les contraintes mécaniques sur le revêtement au point de contact. Sans ce joint, même deux pièces de 316L peuvent développer une corrosion caverneuse à la surface de contact car l'eau salée est piégée dans l'espace étroit entre elles.
Demandez la portée complète des tests
Lorsque vous demandez un rapport de test de brouillard salin, vérifiez attentivement la section “ spécimen de test ”. Elle doit indiquer “ assemblage complet ” ou énumérer chaque composant individuellement. Si elle indique seulement “ panneau de boîtier ” ou “ coupon d'échantillon ”, le test n'a pas couvert les supports, les vis ou les entrées de câble. Chez Loyalty-Secu, lorsque nous effectuons une validation par brouillard salin pour les commandes OEM côtières, nous plaçons l'unité assemblée entière — caméra, support, vis, presse-étoupes — dans la chambre. C'est la seule façon de garantir les performances en conditions réelles.
Comment prévenir la “ rouille blanche ” sur le boîtier en aluminium dans les environnements à brouillard salin ?
Je reçois souvent cette question des intégrateurs qui préfèrent l'aluminium à l'acier inoxydable en raison des économies de poids et de coût. La réponse n'est pas simple.
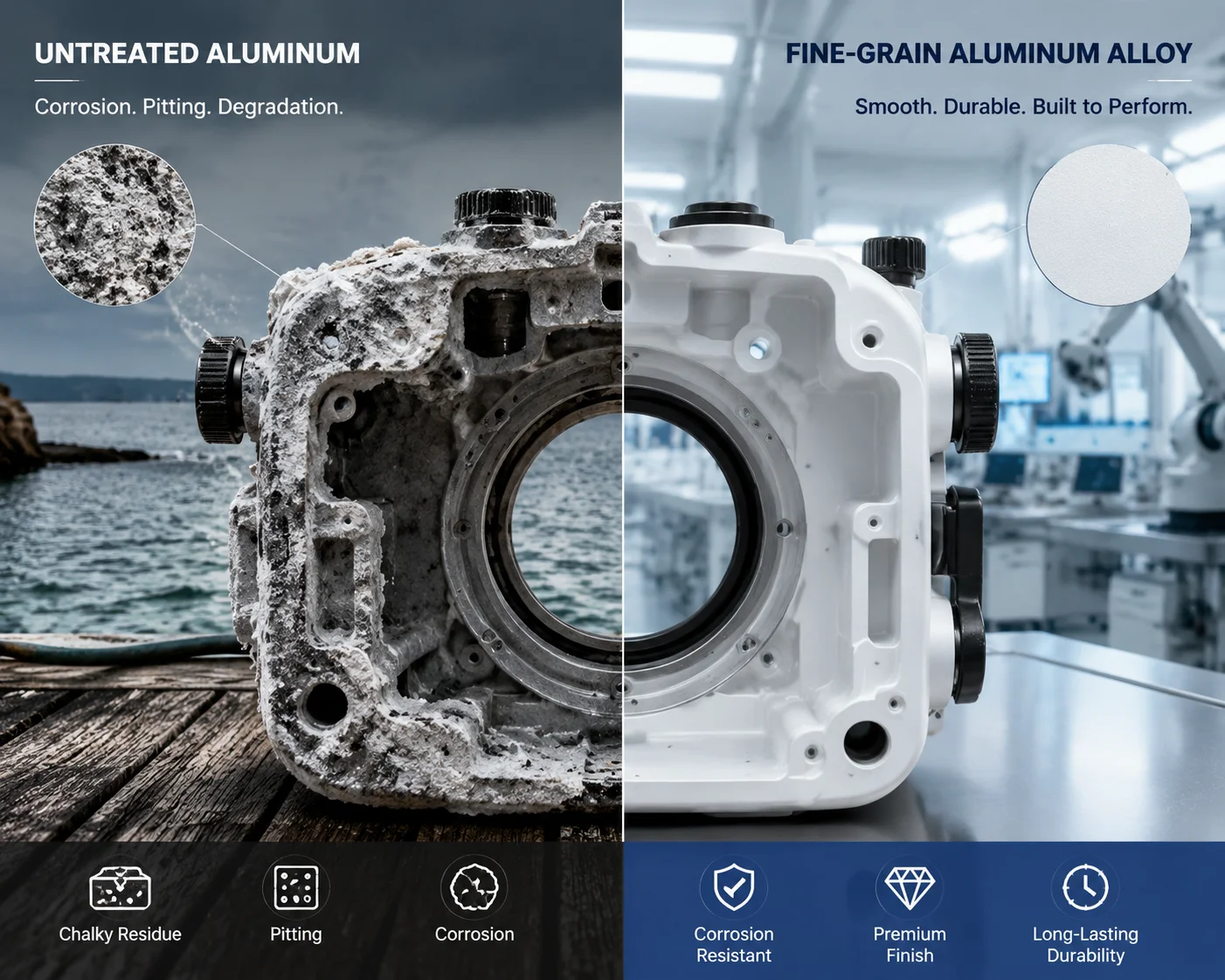
La rouille blanche est de l'oxyde de zinc ou d'aluminium qui se forme lorsque l'humidité et le sel reposent sur des surfaces en aluminium non traitées ou mal traitées. Vous l'évitez en utilisant des alliages d'aluminium à grain fin, en appliquant un revêtement de conversion nanocéramique sans chrome avant la peinture, et en vous assurant que le revêtement en poudre final a une épaisseur d'au moins 80 μm avec une porosité nulle.
 prévention de la rouille blanche sur boîtier de caméra PTZ en aluminium
prévention de la rouille blanche sur boîtier de caméra PTZ en aluminium
La rouille blanche semble inoffensive au début — juste une poudre blanche crayeuse. Mais cela signifie que la couche d'oxyde protectrice a échoué. Une fois qu'elle commence, elle se propage rapidement. Et si l'aluminium est une pièce moulée sous pression avec une porosité interne (minuscules bulles d'air issues du processus de moulage), l'eau salée s'infiltrera dans ces pores par capillarité et corrodera le métal de l'intérieur.
Étape 1 : Commencez avec le bon alliage
Tout l'aluminium n'est pas identique. L'aluminium moulé sous pression standard (comme l'ADC12) contient des traces de cuivre et de fer. Ces impuretés créent des micro-cellules galvaniques à la surface — de minuscules batteries qui accélèrent la corrosion. Pour une utilisation côtière, vous avez besoin de l'un des éléments suivants :
- ADC12 avec un contrôle strict des impuretés — teneur en cuivre inférieure à 0,31 %, fer inférieur à 0,8 %.
- Aluminium forgé AL6061-T6 — naturellement moins d'impuretés, avec une structure de grain plus fine.
- Aluminium amélioré à grain fin — certains fabricants (comme Dahua) ont développé des alliages propriétaires avec des tailles de grain réduites jusqu'à 50 %, ce qui rend la surface plus uniforme et plus difficile à attaquer par le sel.
Étape 2 : Sceller la surface avant la peinture
L'étape du revêtement de conversion est essentielle. C'est là que vous transformez chimiquement la couche supérieure de l'aluminium en un film dense et inerte. L'ancienne méthode utilisait du chrome hexavalent (conversion chromique), qui est très efficace mais toxique et restreint par les réglementations RoHS et REACH. Le remplacement moderne est un revêtement de conversion nano-céramique sans chrome10. Il fait trois choses :
- Élimine les contaminants de surface (huile, oxyde, particules lâches).
- Crée une barrière de type céramique d'une épaisseur nanométrique sur le métal.
- Fournit une surface chimiquement active à laquelle l'apprêt peut adhérer au niveau moléculaire.
Sans cette étape, le revêtement en poudre repose sur l'aluminium comme du ruban adhésif sur un mur humide. Il se décollera sous brouillard salin en moins de 200 heures.
Étape 3 : Appliquer un revêtement de finition épais et sans pores
Le revêtement en poudre final doit être suffisamment épais pour bloquer physiquement les ions de sel. Le minimum de l'industrie pour les applications côtières est de 80 μm. Les meilleurs produits visent 100 à 120 μm. Mais l'épaisseur seule ne suffit pas. Le revêtement doit être exempt de piqûres. Pendant le processus de durcissement, si la température du four n'est pas précisément contrôlée, du gaz peut s'échapper du substrat en aluminium et créer des micro-bulles dans le revêtement. Chaque bulle est un chemin direct pour que l'eau salée atteigne le métal.
Comparaison de la prévention de la rouille blanche entre les matériaux
| Facteur | Aluminium non traité | Aluminium traité (3 couches) | Acier inoxydable 316L |
|---|---|---|---|
| Résistance au brouillard salin | 48–96 heures | 720–2000 heures | 1440–2000+ heures |
| Poids (relatif) | 1x | 1x | 2,9x |
| Coût (relatif) | 1x | 1,3x | 3–4x |
| Risque de rouille blanche | Très élevé | Faible (si le revêtement est intact) | Non applicable (pas d'aluminium) |
| Meilleur cas d'utilisation | Intérieur uniquement | Côtière (2–5 km du rivage) | Offshore, quai, zone de projection directe |
Pour les projets situés à moins de 2 km du littoral, je recommande généralement des boîtiers en acier inoxydable 316L ou en polymère technique. Entre 2 et 5 km, un boîtier en aluminium bien traité avec une note de brouillard salin vérifiée de 720 heures et plus est un choix solide et rentable.
L'usine fournira-t-elle un certificat de test de brouillard salin ISO 9227 pour ma commande ?
On m'a posé cette question par presque tous les intégrateurs sérieux avec lesquels je travaille. La réponse courte est oui, mais vous devez savoir quoi demander.
Un fabricant réputé fournira un certificat de test de brouillard salin ISO 9227 (ou ASTM B117). Cependant, vous devriez exiger que le certificat provienne d'un laboratoire tiers accrédité (tel que SGS, TÜV ou un laboratoire certifié CMA en Chine), couvre l'unité assemblée complète et indique la durée exacte du test, les conditions et les critères de réussite/échec.
 Certificat de test de brouillard salin ISO 9227 usine de caméras PTZ
Certificat de test de brouillard salin ISO 9227 usine de caméras PTZ
Il y a une grande différence entre un rapport de test interne d'une usine et un certificat de laboratoire tiers. Les rapports internes peuvent être vagues, sélectionnés de manière sélective ou basés sur un seul échantillon. Les rapports tiers suivent des protocoles stricts et sont légalement traçables. Voici ce que vous devez vérifier — et ce que vous devez inscrire dans votre accord d'achat.
Ce que le certificat doit inclure
Un certificat de test de brouillard salin valide doit contenir toutes les informations suivantes :
- Norme de test: ISO 9227 NSS, ASTM B117 ou IEC 60068-2-52 (cyclique). Les tests cycliques (IEC 60068-2-52) sont plus réalistes pour les environnements côtiers car ils alternent entre les phases de pulvérisation, de séchage et d'humidité — tout comme le temps réel.
- Durée du test: Le nombre exact d'heures. Pour les caméras PTZ côtières, 720 heures est le minimum. Pour les installations à moins de 2 km de l'océan, visez 1440 heures.
- Description de l'échantillon de test: Il doit indiquer “ unité complète ” ou énumérer chaque composant (boîtier, support, vis, presse-étoupes). Un certificat qui n'a testé qu'une plaque métallique plate n'est pas valide pour une caméra entière.
- Paramètres environnementaux: Solution de NaCl à 5%, température de la chambre de 35°C, pH 6,5–7,2. Tout écart par rapport à ces chiffres rend le test non comparable.
- Critères de réussite/échec: Pas de rouille rouge, pas de cloques de peinture, pas de délamination du revêtement, pas de grippage mécanique des moteurs PTZ, et fonctionnement fonctionnel complet (zoom, panoramique, inclinaison, IR, réseau) après le test.
- Accréditation du laboratoire: Recherchez l'accréditation ISO 1702511 , le logo SGS, la marque TÜV Rheinland ou le tampon CMA (pour les laboratoires chinois).
Comment l'inscrire dans votre bon de commande
Ne laissez pas cela à un accord verbal. Mettez-le dans l'annexe technique de votre contrat d'achat. Voici une clause d'exemple que j'utilise :
“ Le fournisseur doit fournir, avant l'expédition, un rapport de test de brouillard salin délivré par un laboratoire tiers accrédité ISO 17025. Le test doit être effectué conformément à la norme ISO 9227 NSS pendant un minimum de 720 heures continues. L'échantillon de test doit être une unité de production entièrement assemblée, y compris le boîtier, le support de montage, toutes les fixations et les presse-étoupes. Critères de réussite : zéro rouille rouge, zéro cloques de revêtement (grade 0 selon ISO 4628-2), zéro dégradation fonctionnelle. ”
Tests continus vs. cycliques
La plupart des certificats que vous verrez sont basés sur un brouillard salin neutre continu (NSS). C'est le test le plus simple et le plus courant. Mais le climat côtier réel n'est pas un brouillard continu. Il alterne entre brouillard, pluie, soleil et vent sec. Les essais de corrosion cyclique (CCT) selon la norme IEC 60068-2-52 sont un meilleur indicateur des performances réelles. Ils comprennent trois phases :
- Phase de pulvérisation: Un brouillard salin à forte concentration attaque la surface.
- Phase sèche: Les cristaux de sel se forment et créent une contrainte mécanique sur le revêtement.
- Phase humide: L'humidité réactive le sel et entraîne la pénétration de l'électrolyte dans les micro-fissures.
Si votre fournisseur peut fournir un rapport d'essai cyclique en plus du rapport NSS standard, c'est un signe fort de confiance dans son produit.
Le seuil de 720 heures dans son contexte
Le nombre de 720 heures n'est pas aléatoire. Il correspond à une exposition réelle spécifique. L'expérience de l'industrie suggère que 720 heures de brouillard salin continu en laboratoire équivalent à peu près à 3 600 jours — environ 10 ans — d'exposition côtière réelle. C'est le seuil d'approvisionnement utilisé par les autorités portuaires, les exploitants de ponts et les projets d'infrastructure côtière dans le monde entier.
Conclusion
Atteindre 720 heures de résistance au brouillard salin nécessite une ingénierie multicouche — alliage adapté, traitement de surface, finition multicouche, structure étanche et fixations assorties — pas seulement une couche de peinture plus épaisse. Exigez toujours des certificats d'essai par des tiers couvrant l'unité assemblée complète avant de signer un bon de commande.
1. ISO 9227 est la norme internationale pour les essais de brouillard salin neutre, qui définit la méthode d'évaluation de la résistance à la corrosion. ︎↩︎ 2. ASTM B117 est une norme largement utilisée pour le fonctionnement des appareils d'essai de brouillard salin (brouillard) afin d'évaluer la résistance à la corrosion. ︎↩︎ 3. Les peintures fluorocarbures (par exemple, PVDF/FEVE) offrent une résistance exceptionnelle aux UV et aux produits chimiques grâce à de fortes liaisons carbone-fluor, idéales pour les revêtements marins. ︎↩︎ 4. Les caméras PTZ de qualité marine de Dahua sont dotées d'acier inoxydable 316L et de peinture fluorocarbure, revendiquant plus de 1440 heures de résistance au brouillard salin. ︎↩︎ 5. La MIC IP fusion 9000i de Bosch est une caméra PTZ de qualité marine avec un système de revêtement multicouche automobile, certifiée pour 2000 heures de brouillard salin. ︎↩︎ 6. Le test de quadrillage (ISO 2409) évalue l'adhérence du revêtement à un substrat en coupant une grille et en appliquant du ruban adhésif. ︎↩︎ 7. La corrosion galvanique se produit lorsque deux métaux dissemblables sont en contact électrique dans un électrolyte corrosif, accélérant la corrosion du métal le moins noble. ︎↩︎ 8. La galvanisation à chaud recouvre l'acier d'une épaisse couche de zinc, offrant une protection sacrificielle contre la corrosion dans les environnements difficiles. ︎↩︎ 9. Dacromet est un revêtement à base de paillettes de zinc à base d'eau qui offre une excellente résistance à la corrosion sans fragilisation par l'hydrogène. ︎↩︎ 10. Les revêtements de conversion nanoceramique sont des prétraitements à couche mince respectueux de l'environnement qui améliorent la résistance à la corrosion et l'adhérence de la peinture sur les métaux. ︎↩︎ 11. L'ISO 17025 est la norme internationale pour la compétence et l'accréditation des laboratoires, garantissant que les résultats des tests sont fiables et traçables. ︎↩︎