
Já vi câmeras se desintegrarem em menos de seis meses em uma costa da Flórida. O sal destrói tudo — rapidamente.
As câmeras PTZ costeiras alcançam mais de 720 horas de resistência ao spray de sal empilhando múltiplas camadas de defesa: metais base resistentes à corrosão como aço inoxidável 316L ou alumínio de grão fino, tratamentos de superfície química como passivação e eletropolimento, revestimentos protetores como tinta fluorocarbonada e designs estruturais totalmente selados com fixadores de grau correspondente.
 resistência à corrosão por spray de sal câmera PTZ costeira 720 horas
resistência à corrosão por spray de sal câmera PTZ costeira 720 horas
A marca de 720 horas não é um número de marketing; ela se situa na faixa intermediária a alta dos padrões de teste internacionais como ASTM B117 e ISO 92271 e ASTM B1172. Chegar lá exige engenharia em todos os níveis — desde a receita da liga até o último parafuso no suporte. Abaixo, detalho as quatro perguntas mais comuns que recebo de integradores que planejam implantações costeiras, e forneço as respostas técnicas reais por trás de cada uma.
Índice
Qual é a Diferença Entre um Acabamento Padrão e um Revestimento de “Grau Marinho”?
Eu costumava pensar que “grau marinho” era apenas um rótulo. Então, abri uma câmera com defeito de um projeto portuário e vi metal nu sob uma única camada de tinta.
Um acabamento padrão é tipicamente uma camada de pintura em pó sobre alumínio nu. Um revestimento de “grau marinho” é um sistema multicamadas — geralmente três ou mais camadas — que inclui conversão química, primer e uma camada superior, cada uma servindo uma função de barreira específica contra sal, umidade e UV.
 revestimento de grau marinho vs acabamento padrão câmera PTZ
revestimento de grau marinho vs acabamento padrão câmera PTZ
A diferença entre essas duas abordagens não é pequena. É a diferença entre uma câmera que dura 18 meses e uma que dura 10 anos. Vou explicar o que realmente acontece em cada camada.
O Acabamento Padrão: Uma Camada, Um Problema
A maioria das câmeras internas ou externas gerais usa uma única camada de poliéster em pó. A espessura é geralmente de cerca de 40–60 μm. Isso é bom para um armazém ou um estacionamento no Arizona. Mas em uma costa, os íons de sal são pequenos o suficiente para penetrar nos microporos de uma única camada de revestimento. Uma vez que atingem o metal base, a corrosão começa de dentro para fora. Você não a verá até que a tinta borbulhe e descasque.
O Sistema de Grau Marinho: Três Camadas Trabalhando Juntas
Um verdadeiro acabamento de grau marinho usa o que chamo de “Escudo de Tripla Camada”. Cada camada tem um trabalho específico:
| Camada | Material | Espessura | Função |
|---|---|---|---|
| Camada 1 — Revestimento de Conversão | Filme químico nano-cerâmico ou livre de cromato | < 1 μm | Liga-se à superfície do metal. Fornece barreira química inicial. Melhora drasticamente a adesão para a próxima camada. |
| Camada 2 — Primer | Primer à base de epóxi ou rico em zinco | 20–40 μm | Bloqueia a humidade e o oxigénio de atingirem o metal. Atua como camada sacrificial se o revestimento superior for riscado. |
| Camada 3 — Revestimento Superior | Tinta de poliéster super durável ou fluorocarbono (PVDF/FEVE) | 80–120 μm | O principal escudo físico. Resiste a UV, nevoeiro salino, chuva ácida e abrasão mecânica. |
Por que a Tinta de Fluorocarbono é Importante
Na ponta superior dos revestimentos marítimos, encontra tinta de fluorocarbono3 sistemas. As ligações flúor-carbono estão entre as mais fortes na química orgânica. Isto significa que o revestimento não se decompõe facilmente sob luz UV ou ataque químico. A série PTZ de aço inoxidável 316L da Dahua4, por exemplo, utiliza um processo de três etapas — passivação, polimento, depois tinta de fluorocarbono — e afirma mais de 1440 horas de resistência ao nevoeiro salino. O MIC IP fusion 9000i da Bosch5 utiliza um sistema multicamadas de grau automóvel e afirma 2000 horas.
O Teste de Corte Cruzado: Como Verificar a Adesão
Um revestimento é tão bom quanto a sua ligação ao metal. O teste de adesão por corte cruzado (ISO 2409)6 pontua a adesão de 0 (melhor) a 5 (pior). Para aplicações marítimas, você precisa de uma pontuação de 0 — significando zero descascamento quando uma grade de cortes é feita através do revestimento e a fita é puxada. Se o seu fornecedor não puder mostrar um resultado de teste de corte cruzado, isso é um sinal de alerta.
O Teste de 720 Horas Inclui os Suportes de Montagem e a Fiação Externa?
Certa vez, tive um projeto em que o corpo da câmera estava perfeito após dois anos, mas cada parafuso de montagem havia se transformado em pó laranja. O suporte quase caiu do poste.
Em muitos casos, o teste de spray de sal de 720 horas cobre apenas a carcaça da câmera em si. Suportes de montagem, parafusos, prensa-cabos e conectores são frequentemente testados separadamente — ou não são testados. Você deve exigir explicitamente testes de sistema completo em sua especificação de aquisição.
 teste de spray de sal suportes de montagem fixadores câmera PTZ
teste de spray de sal suportes de montagem fixadores câmera PTZ
Esta é uma das maiores lacunas na aquisição de câmeras costeiras. O corpo da câmera recebe toda a atenção. As pequenas peças são ignoradas. E essas pequenas peças falham primeiro.
A Armadilha de Corrosão Galvânica
Quando dois metais diferentes se tocam em um ambiente salgado e úmido, o metal menos nobre corrói mais rápido. Isso é chamado de corrosão galvânica7; é um problema básico de eletroquímica e acontece o tempo todo em campo.
Aqui está um cenário comum: a carcaça da câmera é de aço inoxidável 316L, mas o instalador usa parafusos de aço inoxidável 304 porque são mais baratos. Em água salgada, o 304 tem um potencial de corrosão menor que o 316L. Os parafusos 304 se tornam o “ânodo” e se dissolvem primeiro. Em poucos meses, você tem parafusos soltos e uma câmera pendurada por um fio.
O que Todo Fixador Deve Ser
| Componente | Material Exigido | Por que |
|---|---|---|
| Parafusos da carcaça | SS 316L | Deve corresponder ao grau da carcaça para evitar corrosão galvânica. |
| Suporte de montagem | SS 316L ou aço galvanizado a quente8 com Revestimento Dacromet9 | O suporte é a parte estrutural mais exposta. |
| Prensa-cabo | Nylon de grau marítimo ou SS 316L | Previne a entrada de água salgada nos pontos de entrada do cabo. |
| Arruelas e espaçadores | SS 316L + borracha ou gaxeta isolante de PTFE | A gaxeta quebra o contato metal a metal entre metais diferentes. |
| Cabos externos | Revestimento resistente a UV e sal (por exemplo, poliuretano) | Revestimentos de PVC padrão racham e absorvem umidade em condições costeiras de UV/sal. |
Gaxetas Isolantes: O Herói Ignorado
Entre o suporte e o corpo da câmera, você precisa de uma gaxeta isolante — borracha, PTFE ou nylon. Esta gaxeta faz duas coisas. Primeiro, impede a corrosão galvânica ao quebrar o caminho elétrico entre dois metais. Segundo, atua como um amortecedor de vibrações, o que reduz o estresse mecânico no revestimento no ponto de contato. Sem esta gaxeta, mesmo duas peças de 316L podem desenvolver corrosão em frestas na superfície de contato porque a água salgada fica presa na fresta apertada entre elas.
Solicite o Escopo Completo do Teste
Ao solicitar um relatório de teste de spray de sal, verifique cuidadosamente a seção “espécime de teste”. Deve dizer “montagem completa” ou listar cada componente individualmente. Se disser apenas “painel de carcaça” ou “amostra de cupom”, o teste não cobriu os suportes, parafusos ou entradas de cabo. Na Loyalty-Secu, quando realizamos a validação de spray de sal para pedidos de OEM costeiros, colocamos a unidade montada inteira — câmera, suporte, parafusos, prensa-cabos — na câmara. Essa é a única maneira de garantir o desempenho no mundo real.
Como Evitar a “Ferrugem Branca” na Carcaça de Alumínio em Ambientes de Névoa Salina?
Recebo muito essa pergunta de integradores que preferem alumínio a aço inoxidável devido à economia de peso e custo. A resposta não é simples.
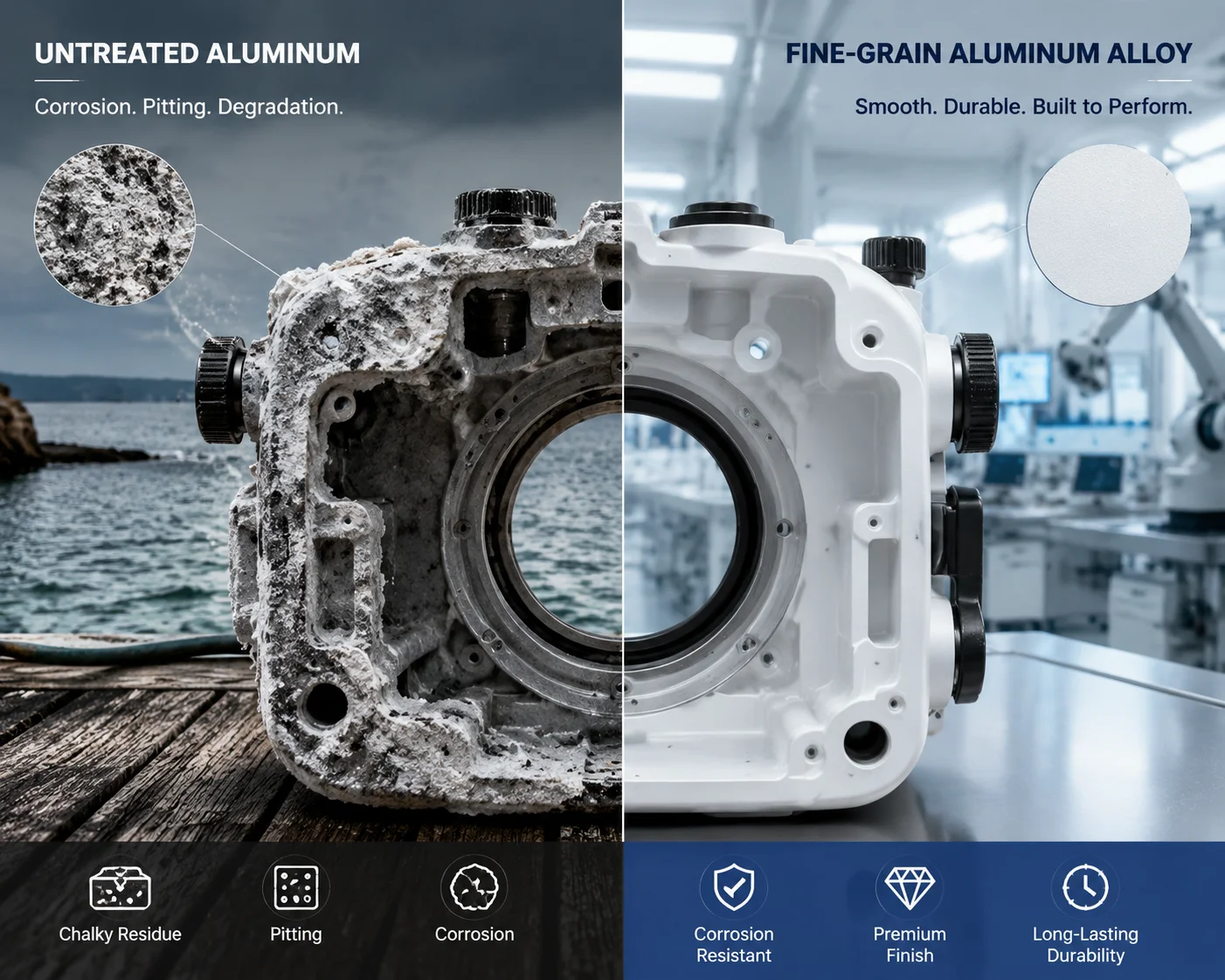
A ferrugem branca é óxido de zinco ou alumínio que se forma quando umidade e sal ficam em superfícies de alumínio não tratadas ou mal tratadas. Você a previne usando ligas de alumínio de grão fino, aplicando um revestimento de conversão nano-cerâmico livre de cromo antes de pintar e garantindo que o revestimento em pó final tenha pelo menos 80 μm de espessura com porosidade zero.
 prevenção de ferrugem branca em carcaça de câmera PTZ de alumínio
prevenção de ferrugem branca em carcaça de câmera PTZ de alumínio
A ferrugem branca parece inofensiva no início — apenas um pó branco e calcário. Mas significa que a camada protetora de óxido falhou. Uma vez que começa, espalha-se rapidamente. E se o alumínio for uma peça fundida sob pressão com porosidade interna (pequenas bolhas de ar do processo de fundição), a água salgada será absorvida por esses poros por ação capilar e corroerá o metal por dentro.
Etapa 1: Comece com a Liga Certa
Nem todo alumínio é igual. O alumínio fundido sob pressão padrão (como ADC12) contém vestígios de cobre e ferro. Essas impurezas criam células microgalvânicas na superfície — pequenas baterias que aceleram a corrosão. Para uso costeiro, você precisa de:
- ADC12 com controle rigoroso de impurezas — teor de cobre abaixo de 0,31%, ferro abaixo de 0,81%.
- Alumínio forjado AL6061-T6 — naturalmente com menos impurezas, com uma estrutura de grão mais fina.
- Alumínio aprimorado de grão fino — alguns fabricantes (como a Dahua) desenvolveram ligas proprietárias com tamanhos de grão reduzidos em até 50%, o que torna a superfície mais uniforme e mais difícil para o sal atacar.
Etapa 2: Selar a Superfície Antes de Pintar
A etapa de revestimento de conversão é crítica. É aqui que você transforma quimicamente a camada superior do alumínio em um filme denso e inerte. O método antigo usava cromo hexavalente (conversão de cromato), que é altamente eficaz, mas tóxico e restrito sob os regulamentos RoHS e REACH. O substituto moderno é um revestimento de conversão nano-cerâmico sem cromato10. Ele faz três coisas:
- Remove contaminantes da superfície (óleo, óxido, partículas soltas).
- Cria uma barreira semelhante a cerâmica com espessura nanométrica no metal.
- Fornece uma superfície quimicamente ativa à qual o primer pode aderir no nível molecular.
Sem esta etapa, o revestimento em pó fica sobre o alumínio como fita adesiva em uma parede molhada. Ele se soltará sob spray de sal em menos de 200 horas.
Etapa 3: Aplicar um Revestimento Superior Espesso e Livre de Poros
O revestimento em pó final deve ser espesso o suficiente para bloquear fisicamente os íons de sal. O mínimo da indústria para aplicações costeiras é de 80 μm. Produtos melhores visam 100–120 μm. Mas a espessura por si só não é suficiente. O revestimento deve estar livre de furos de alfinete. Durante o processo de cura, se a temperatura do forno não for precisamente controlada, o gás pode escapar do substrato de alumínio e criar microbolhas no revestimento. Cada bolha é um caminho direto para a água salgada atingir o metal.
Comparação da Prevenção de Ferrugem Branca Entre Materiais
| Fator | Alumínio Não Tratado | Alumínio Tratado (3 Camadas) | Aço Inoxidável 316L |
|---|---|---|---|
| Resistência ao spray de sal | 48–96 horas | 720–2000 horas | 1440–2000+ horas |
| Peso (relativo) | 1x | 1x | 2,9x |
| Custo (relativo) | 1x | 1,3x | 3–4x |
| Risco de ferrugem branca | Muito alto | Baixo (se o revestimento estiver intacto) | Não aplicável (sem alumínio) |
| Melhor caso de uso | Apenas para interiores | Costeiro (2–5 km da costa) | Offshore, cais, zona de respingo direto |
Para projetos a menos de 2 km da linha costeira, geralmente recomendo caixas de aço inoxidável 316L ou polímero de engenharia. Entre 2 e 5 km, uma caixa de alumínio bem tratada com uma classificação verificada de 720+ horas de spray salino é uma escolha sólida e econômica.
A Fábrica Fornecerá um Certificado de Teste de Spray de Sal ISO 9227 para o Meu Pedido?
Já me fizeram essa pergunta quase todos os integradores sérios com quem trabalho. A resposta curta é sim — mas você precisa saber o que pedir.
Um fabricante respeitável fornecerá um certificado de teste de spray salino ISO 9227 (ou ASTM B117). No entanto, você deve exigir que o certificado venha de um laboratório credenciado por terceiros (como SGS, TÜV ou um laboratório certificado pela CMA na China), cubra a unidade montada completa e declare a duração exata do teste, as condições e os critérios de aprovação/reprovação.
 Certificado de teste de spray salino ISO 9227 fábrica de câmeras PTZ
Certificado de teste de spray salino ISO 9227 fábrica de câmeras PTZ
Existe uma grande diferença entre um relatório de teste interno de uma fábrica e um certificado de laboratório de terceiros. Relatórios internos podem ser vagos, selecionados ou baseados em uma única amostra. Relatórios de terceiros seguem protocolos rigorosos e são legalmente rastreáveis. Veja o que você precisa verificar — e o que você precisa escrever em seu contrato de compra.
O que o Certificado Deve Incluir
Um certificado válido de teste de spray de sal deve conter todos os seguintes itens:
- Padrão de teste: ISO 9227 NSS, ASTM B117 ou IEC 60068-2-52 (cíclico). Testes cíclicos (IEC 60068-2-52) são mais realistas para ambientes costeiros porque alternam entre fases de spray, secagem e umidade — assim como o clima real.
- Duração do teste: O número exato de horas. Para câmeras PTZ costeiras, 720 horas é o mínimo. Para instalações a menos de 2 km do oceano, exija 1440 horas.
- Descrição da amostra de teste: Deve dizer “unidade completa” ou listar cada componente (carcaça, suporte, parafusos, prensa-cabos). Um certificado que testou apenas um cupom de metal plano não é válido para uma câmera inteira.
- Parâmetros ambientais: Solução de NaCl a 5%, temperatura da câmara de 35°C, pH 6,5–7,2. Qualquer desvio desses números torna o teste incomparável.
- Critérios de aprovação/reprovação: Sem ferrugem vermelha, sem bolhas na pintura, sem delaminação do revestimento, sem travamento mecânico dos motores PTZ e operação funcional completa (zoom, pan, tilt, IR, rede) após o teste.
- Acreditação do laboratório: Procure por ISO 1702511 acreditação, logotipo SGS, marca TÜV Rheinland ou selo CMA (para laboratórios chineses).
Como Escrever em Seu Pedido de Compra
Não deixe isso para um acordo verbal. Coloque-o no anexo técnico do seu contrato de compra. Aqui está uma cláusula de exemplo que uso:
“O fornecedor deverá fornecer, antes do embarque, um relatório de teste de spray de sal emitido por um laboratório terceirizado credenciado pela ISO 17025. O teste será realizado de acordo com a ISO 9227 NSS por um mínimo de 720 horas contínuas. A amostra de teste será uma unidade de produção totalmente montada, incluindo carcaça, suporte de montagem, todos os fixadores e prensa-cabos. Critérios de aprovação: zero ferrugem vermelha, zero bolhas no revestimento (ISO 4628-2 grau 0), zero degradação funcional.”
Teste Contínuo vs. Cíclico
A maioria dos certificados que você verá são baseados em névoa salina neutra contínua (NSS). Este é o teste mais simples e comum. Mas o clima costeiro real não é spray contínuo. Ele cicla entre neblina, chuva, sol e vento seco. Testes de corrosão cíclica (CCT) de acordo com a IEC 60068-2-52 são um melhor preditor de desempenho no mundo real. Inclui três fases:
- Fase de pulverização: Névoa salina de alta concentração ataca a superfície.
- Fase seca: Cristais de sal se formam e criam estresse mecânico no revestimento.
- Fase úmida: A umidade reativa o sal e impulsiona a penetração do eletrólito em quaisquer microfissuras.
Se o seu fornecedor puder fornecer um relatório de teste cíclico além do relatório NSS padrão, isso é um forte sinal de confiança em seu produto.
O Limiar de 720 Horas em Contexto
O número de 720 horas não é aleatório. Ele corresponde a um equivalente de exposição específica no mundo real. A experiência da indústria sugere que 720 horas de névoa salina contínua em laboratório equivalem a aproximadamente 3.600 dias — cerca de 10 anos — de exposição costeira real. Este é o limiar de aquisição usado por autoridades portuárias, operadores de pontes e projetos de infraestrutura costeira em todo o mundo.
Conclusão
Alcançar 720 horas de resistência à névoa salina requer engenharia em camadas — liga certa, tratamento de superfície, acabamento multicamadas, estrutura selada e fixadores combinados — não apenas uma camada mais espessa de tinta. Sempre exija certificados de teste de terceiros cobrindo a unidade montada completa antes de assinar uma ordem de compra.
1. ISO 9227 é a norma internacional para testes de névoa salina neutra, que define o método para avaliar a resistência à corrosão. ︎↩︎ 2. ASTM B117 é uma norma amplamente utilizada para operar aparelhos de teste de névoa salina (neblina) para avaliar a resistência à corrosão. ︎↩︎ 3. Tintas fluorocarbonadas (por exemplo, PVDF/FEVE) oferecem excepcional resistência UV e química devido a fortes ligações carbono-flúor, ideais para revestimentos marítimos. ︎↩︎ 4. As câmeras PTZ de grau marítimo da Dahua apresentam aço inoxidável 316L e tinta fluorocarbonada, com mais de 1440 horas de resistência à névoa salina. ︎↩︎ 5. A MIC IP fusion 9000i da Bosch é uma câmera PTZ de grau marítimo com um sistema de revestimento multicamadas automotivo, certificada para 2000 horas de névoa salina. ︎↩︎ 6. O teste de corte transversal (ISO 2409) avalia a adesão do revestimento a um substrato cortando uma grade e aplicando fita. ︎↩︎ 7. A corrosão galvânica ocorre quando dois metais diferentes estão em contato elétrico em um eletrólito corrosivo, acelerando a corrosão do metal menos nobre. ︎↩︎ 8. A galvanização por imersão a quente reveste o aço com uma espessa camada de zinco, fornecendo proteção sacrificial contra corrosão em ambientes agressivos. ︎↩︎ 9. Dacromet é um revestimento à base de água, de flocos de zinco, que fornece excelente resistência à corrosão sem fragilização por hidrogênio. ︎↩︎ 10. Os revestimentos de conversão nano-cerâmica são pré-tratamentos de filme fino e ecologicamente corretos que aprimoram a resistência à corrosão e a adesão da tinta em metais. ︎↩︎ 11. A ISO 17025 é a norma internacional para competência e acreditação de laboratórios, garantindo que os resultados dos testes sejam confiáveis e rastreáveis. ︎↩︎