
He visto cámaras desmoronarse en menos de seis meses en la costa de Florida. La sal lo mata todo, rápido.
Las cámaras PTZ costeras logran más de 720 horas de resistencia a la niebla salina apilando múltiples capas de defensa: metales base resistentes a la corrosión como acero inoxidable 316L o aluminio de grano fino, tratamientos superficiales químicos como pasivación y electropulido, recubrimientos protectores como pintura de fluorocarbono y diseños estructurales completamente sellados con sujetadores de grado coincidente.
 resistencia a la corrosión por niebla salina de cámaras PTZ costeras 720 horas
resistencia a la corrosión por niebla salina de cámaras PTZ costeras 720 horas
La marca de 720 horas no es un número de marketing; se sitúa en el rango medio a alto de los estándares de prueba internacionales como ASTM B117 y ISO 92271 y ASTM B1172. Llegar allí requiere ingeniería en todos los niveles, desde la receta de la aleación hasta el último tornillo del soporte. A continuación, desgloso las cuatro preguntas más comunes que recibo de los integradores que planifican implementaciones costeras, y le doy las respuestas técnicas reales detrás de cada una.
Índice
¿Cuál es la diferencia entre un acabado estándar y un recubrimiento de “grado marino”?
Solía pensar que “grado marino” era solo una etiqueta. Luego corté una cámara defectuosa de un proyecto portuario y vi metal desnudo debajo de una sola capa de pintura.
Un acabado estándar es típicamente una capa de pintura en polvo sobre aluminio desnudo. Un recubrimiento de “grado marino” es un sistema multicapa, generalmente tres o más capas, que incluye conversión química, imprimación y una capa superior, cada una cumpliendo una función de barrera específica contra la sal, la humedad y los rayos UV.
 recubrimiento de grado marino vs acabado estándar cámara PTZ
recubrimiento de grado marino vs acabado estándar cámara PTZ
La diferencia entre estos dos enfoques no es pequeña. Es la diferencia entre una cámara que dura 18 meses y una que dura 10 años. Permítame explicarle lo que realmente sucede en cada capa.
El Acabado Estándar: Una Capa, Un Problema
La mayoría de las cámaras interiores o exteriores generales utilizan una sola capa de pintura en polvo de poliéster. El grosor suele ser de entre 40 y 60 μm. Esto está bien para un almacén o un estacionamiento en Arizona. Pero en la costa, los iones de sal son lo suficientemente pequeños como para penetrar los microporos en una sola capa de recubrimiento. Una vez que llegan al metal base, la corrosión comienza desde adentro hacia afuera. No lo verá hasta que la pintura se ampolle y se desprenda.
El Sistema de Grado Marino: Tres Capas Trabajando Juntas
Un verdadero acabado de grado marino utiliza lo que yo llamo el “Escudo de Triple Capa”. Cada capa tiene un trabajo específico:
| Capa | Material | Espesor | Función |
|---|---|---|---|
| Capa 1 — Recubrimiento de Conversión | Película química nanocerámica o libre de cromato | < 1 µm | Se adhiere a la superficie metálica. Proporciona una barrera química inicial. Mejora drásticamente la adhesión de la siguiente capa. |
| Capa 2 — Imprimación | Imprimación a base de epoxi o rica en zinc | 20–40 μm | Bloquea la humedad y el oxígeno para que no lleguen al metal. Actúa como una capa sacrificial si la capa superior se raya. |
| Capa 3 — Capa superior | Pintura de poliéster o fluorocarbono (PVDF/FEVE) superduradera | 80–120 μm | El principal escudo físico. Resiste la radiación UV, la niebla salina, la lluvia ácida y la abrasión mecánica. |
Por qué la pintura de fluorocarbono es importante
En la gama alta de recubrimientos marinos, se encuentra pintura de fluorocarbono3 sistemas. Los enlaces flúor-carbono se encuentran entre los más fuertes en química orgánica. Esto significa que el recubrimiento no se descompone fácilmente bajo la luz UV o el ataque químico. La serie PTZ de acero inoxidable 316L de Dahua4, por ejemplo, utiliza un proceso de tres pasos —pasivación, pulido y luego pintura de fluorocarbono— y afirma tener más de 1440 horas de resistencia a la niebla salina. MIC IP fusion 9000i de Bosch5 utiliza un sistema multicapa de grado automotriz y afirma 2000 horas.
La prueba de corte cruzado: Cómo verificar la adhesión
Un recubrimiento es tan bueno como su unión al metal. La prueba de adhesión por corte cruzado (ISO 2409)6 las puntuaciones de adhesión van de 0 (mejor) a 5 (peor). Para aplicaciones marinas, necesita una puntuación de 0, lo que significa cero descamación cuando se realiza una cuadrícula de cortes en el recubrimiento y se retira la cinta. Si su proveedor no puede mostrarle un resultado de prueba de corte transversal, eso es una señal de alerta.
¿La prueba de 720 horas incluye los soportes de montaje y el cableado externo?
Una vez tuve un proyecto en el que el cuerpo de la cámara estaba perfecto después de dos años, pero cada tornillo de montaje se había convertido en polvo naranja. El soporte casi se cae del poste.
En muchos casos, la prueba de niebla salina de 720 horas solo cubre la carcasa de la cámara en sí. Los soportes de montaje, tornillos, prensaestopas y conectores a menudo se prueban por separado, o no se prueban en absoluto. Debe exigir explícitamente pruebas de todo el sistema en sus especificaciones de adquisición.
 prueba de niebla salina soportes de montaje sujetadores cámara PTZ
prueba de niebla salina soportes de montaje sujetadores cámara PTZ
Esta es una de las mayores brechas en la adquisición de cámaras costeras. El cuerpo de la cámara recibe toda la atención. Las piezas pequeñas se ignoran. Y esas piezas pequeñas fallan primero.
La trampa de corrosión galvánica
Cuando dos metales diferentes se tocan en un ambiente salado y húmedo, el metal menos noble se corroe más rápido. Esto se llama corrosión galvánica7; es un problema básico de electroquímica y ocurre todo el tiempo en el campo.
Aquí hay un escenario común: la carcasa de la cámara es de acero inoxidable 316L, pero el instalador usa tornillos de acero inoxidable 304 porque son más baratos. En agua salada, el 304 tiene un potencial de corrosión menor que el 316L. Los tornillos 304 se convierten en el “ánodo” y se disuelven primero. En cuestión de meses, tendrá tornillos sueltos y una cámara colgando de un hilo.
Lo que debe ser cada sujetador
| Componente | Material Requerido | Por qué |
|---|---|---|
| Tornillos de la carcasa | SS 316L | Debe coincidir con el grado de la carcasa para evitar la corrosión galvánica. |
| Soporte de montaje | SS 316L o acero galvanizado en caliente8 con Recubrimiento Dacromet9 | El soporte es la parte estructural más expuesta. |
| Prensaestopas | Nylon de grado marino o SS 316L | Evita la entrada de agua salada en los puntos de entrada del cable. |
| Arandelas y espaciadores | SS 316L + junta aislante de caucho o PTFE | La junta interrumpe el contacto metal con metal entre metales disímiles. |
| Cables externos | Cubierta resistente a los rayos UV y a la sal (por ejemplo, poliuretano) | Las cubiertas estándar de PVC se agrietan y absorben humedad en condiciones costeras de UV/sal. |
Juntas aislantes: el héroe pasado por alto
Entre el soporte y el cuerpo de la cámara, necesita una junta aislante: caucho, PTFE o nylon. Esta junta hace dos cosas. Primero, detiene la corrosión galvánica al interrumpir el camino eléctrico entre dos metales. Segundo, actúa como amortiguador de vibraciones, lo que reduce el estrés mecánico en el recubrimiento en el punto de contacto. Sin esta junta, incluso dos piezas de 316L pueden desarrollar corrosión por hendidura en la superficie de contacto porque el agua salada queda atrapada en el estrecho espacio entre ellas.
Solicite el alcance completo de la prueba
Cuando solicite un informe de prueba de niebla salina, revise cuidadosamente la sección “espécimen de prueba”. Debería decir “conjunto completo” o enumerar cada componente individualmente. Si solo dice “panel de carcasa” o “muestra de cupón”, la prueba no cubrió los soportes, tornillos o entradas de cable. En Loyalty-Secu, cuando realizamos la validación de niebla salina para pedidos OEM costeros, colocamos la unidad ensamblada completa —cámara, soporte, tornillos, glándulas de cable— en la cámara. Esa es la única manera de garantizar el rendimiento en el mundo real.
¿Cómo se previene el “óxido blanco” en la carcasa de aluminio en entornos de niebla salina?
Recibo esta pregunta con frecuencia de integradores que prefieren el aluminio al acero inoxidable debido al ahorro de peso y costo. La respuesta no es simple.
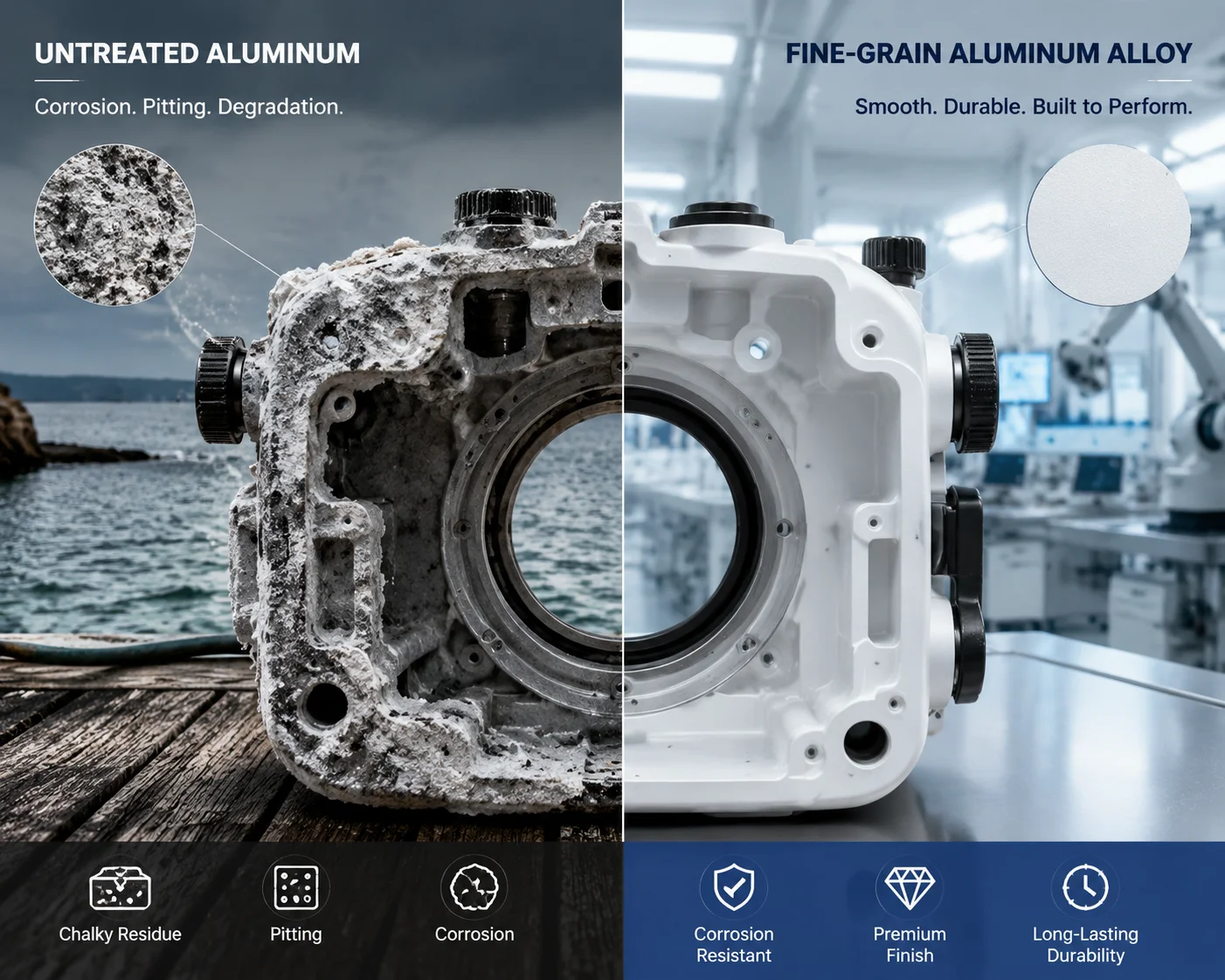
El óxido blanco es óxido de zinc o aluminio que se forma cuando la humedad y la sal se asientan sobre superficies de aluminio sin tratar o mal tratadas. Se previene utilizando aleaciones de aluminio de grano fino, aplicando un recubrimiento de conversión de nano-cerámica libre de cromato antes de pintar y asegurando que el recubrimiento en polvo final tenga al menos 80 μm de espesor con cero porosidad.
 Prevención de óxido blanco en carcasas de cámaras PTZ de aluminio
Prevención de óxido blanco en carcasas de cámaras PTZ de aluminio
El óxido blanco parece inofensivo al principio, solo un polvo blanco calcáreo. Pero significa que la capa protectora de óxido ha fallado. Una vez que comienza, se propaga rápidamente. Y si el aluminio es una pieza de fundición a presión con porosidad interna (pequeñas burbujas de aire del proceso de fundición), el agua salada se filtrará en esos poros por acción capilar y corroerá el metal desde el interior.
Paso 1: Comience con la aleación correcta
No todo el aluminio es igual. El aluminio estándar de fundición a presión (como ADC12) contiene cantidades traza de cobre y hierro. Estas impurezas crean microceldas galvánicas en la superficie, pequeñas baterías que aceleran la corrosión. Para uso costero, necesita una de las siguientes opciones:
- ADC12 con estricto control de impurezas — contenido de cobre por debajo del 0,31 %, hierro por debajo del 0,81 %.
- Aluminio forjado AL6061-T6 — naturalmente con menos impurezas, con una estructura de grano más compacta.
- Aluminio mejorado de grano fino — algunos fabricantes (como Dahua) han desarrollado aleaciones patentadas con tamaños de grano reducidos hasta en un 50%, lo que hace que la superficie sea más uniforme y más difícil de atacar por la sal.
Paso 2: Sellar la superficie antes de pintar
El paso de recubrimiento de conversión es crítico. Aquí es donde transforma químicamente la capa superior del aluminio en una película densa e inerte. El método antiguo utilizaba cromo hexavalente (conversión de cromato), que es muy eficaz pero tóxico y restringido bajo las regulaciones RoHS y REACH. El reemplazo moderno es un recubrimiento de conversión nano-cerámico libre de cromo10. Hace tres cosas:
- Elimina contaminantes superficiales (aceite, óxido, partículas sueltas).
- Crea una barrera similar a la cerámica de un nanómetro de espesor sobre el metal.
- Proporciona una superficie químicamente activa a la que la imprimación puede adherirse a nivel molecular.
Sin este paso, el recubrimiento en polvo se asienta sobre el aluminio como cinta adhesiva sobre una pared húmeda. Se desprenderá bajo niebla salina en menos de 200 horas.
Paso 3: Aplicar una capa superior gruesa y libre de poros
La capa de polvo final debe ser lo suficientemente gruesa como para bloquear físicamente los iones de sal. El mínimo de la industria para aplicaciones costeras es de 80 μm. Los mejores productos apuntan a 100-120 μm. Pero el grosor por sí solo no es suficiente. El recubrimiento debe estar libre de agujeros de alfiler. Durante el proceso de curado, si la temperatura del horno no se controla con precisión, el gas puede escapar del sustrato de aluminio y crear microburbujas en el recubrimiento. Cada burbuja es una vía directa para que el agua salada llegue al metal.
Comparación de la prevención de óxido blanco entre materiales
| Factor | Aluminio sin tratar | Aluminio tratado (3 capas) | Acero inoxidable 316L |
|---|---|---|---|
| Resistencia a la niebla salina | 48–96 horas | 720–2000 horas | 1440–2000+ horas |
| Peso (relativo) | 1x | 1x | 2.9x |
| Costo (relativo) | 1x | 1.3x | 3–4x |
| Riesgo de óxido blanco | Muy alta | Bajo (si el recubrimiento está intacto) | No aplicable (sin aluminio) |
| Mejor caso de uso | Solo interiores | Costero (2–5 km de la costa) | En alta mar, en el muelle, zona de salpicadura directa |
Para proyectos a menos de 2 km de la costa, generalmente recomiendo carcasas de acero inoxidable 316L o de polímero de ingeniería. Entre 2 y 5 km, una carcasa de aluminio bien tratada con una calificación verificada de más de 720 horas de niebla salina es una opción sólida y rentable.
¿El fabricante proporcionará un certificado de prueba de niebla salina ISO 9227 para mi pedido?
Casi todos los integradores serios con los que trabajo me han hecho esta pregunta. La respuesta corta es sí, pero necesita saber qué pedir.
Un fabricante de buena reputación proporcionará un certificado de prueba de niebla salina ISO 9227 (o ASTM B117). Sin embargo, debe exigir que el certificado provenga de un laboratorio acreditado por un tercero (como SGS, TÜV o un laboratorio certificado por CMA en China), cubra la unidad completa ensamblada y declare la duración exacta de la prueba, las condiciones y los criterios de aprobación/rechazo.
 Certificado de prueba de niebla salina ISO 9227 Fábrica de cámaras PTZ
Certificado de prueba de niebla salina ISO 9227 Fábrica de cámaras PTZ
Hay una gran diferencia entre un informe de prueba interno de una fábrica y un certificado de laboratorio de un tercero. Los informes internos pueden ser vagos, seleccionados o basarse en una sola muestra. Los informes de terceros siguen protocolos estrictos y son legalmente rastreables. Aquí está lo que necesita verificar y lo que necesita escribir en su acuerdo de compra.
Qué debe incluir el certificado
Un certificado válido de prueba de niebla salina debe contener todo lo siguiente:
- Estándar de prueba: ISO 9227 NSS, ASTM B117 o IEC 60068-2-52 (cíclico). Las pruebas cíclicas (IEC 60068-2-52) son más realistas para entornos costeros porque alternan entre fases de rociado, secado y humedad, al igual que el clima real.
- Duración de la prueba: El número exacto de horas. Para cámaras PTZ costeras, 720 horas es el mínimo. Para instalaciones a menos de 2 km del océano, solicite 1440 horas.
- Descripción de la muestra de prueba: Debe decir “unidad completa” o enumerar cada componente (carcasa, soporte, tornillos, prensaestopas). Un certificado que solo probó una placa de metal plana no es válido para una cámara completa.
- Parámetros ambientales: Solución de NaCl al 5%, temperatura de la cámara de 35 °C, pH 6.5–7.2. Cualquier desviación de estos números hace que la prueba no sea comparable.
- Criterios de aprobación/fallo: Sin óxido rojo, sin ampollas en la pintura, sin delaminación del recubrimiento, sin agarrotamiento mecánico de los motores PTZ y funcionamiento completo (zoom, paneo, inclinación, IR, red) después de la prueba.
- Acreditación de laboratorio: Busque acreditación ISO 1702511 , logotipo de SGS, marca TÜV Rheinland o sello CMA (para laboratorios chinos).
Cómo incluirlo en su orden de compra
No deje esto a un acuerdo verbal. Inclúyalo en el anexo técnico de su contrato de compra. Aquí hay una cláusula de muestra que uso:
“El proveedor deberá proporcionar, antes del envío, un informe de prueba de niebla salina emitido por un laboratorio de terceros acreditado por ISO 17025. La prueba se realizará según ISO 9227 NSS durante un mínimo de 720 horas continuas. La muestra de prueba será una unidad de producción completamente ensamblada, que incluirá la carcasa, el soporte de montaje, todos los sujetadores y los prensaestopas. Criterios de aprobación: cero óxido rojo, cero ampollas en el recubrimiento (ISO 4628-2 grado 0), cero degradación funcional”.”
Pruebas continuas vs. cíclicas
La mayoría de los certificados que verá se basan en niebla salina neutra (NSS) continua. Esta es la prueba más simple y común. Pero el clima costero real no es rociado continuo. Cicla entre niebla, lluvia, sol y viento seco. Las pruebas de corrosión cíclica (CCT) según IEC 60068-2-52 son un mejor predictor del rendimiento en el mundo real. Incluye tres fases:
- Fase de pulverización: La niebla salina de alta concentración ataca la superficie.
- Fase seca: Los cristales de sal se forman y crean estrés mecánico en el recubrimiento.
- Fase húmeda: La humedad reactiva la sal y provoca la penetración del electrolito en cualquier microfisura.
Si su proveedor puede proporcionar un informe de prueba cíclica además del informe NSS estándar, esa es una fuerte señal de confianza en su producto.
El umbral de 720 horas en contexto
El número de 720 horas no es aleatorio. Corresponde a una exposición específica en el mundo real. La experiencia de la industria sugiere que 720 horas de niebla salina continua en laboratorio equivalen aproximadamente a 3.600 días —unos 10 años— de exposición real en la costa. Este es el umbral de adquisición utilizado por las autoridades portuarias, los operadores de puentes y los proyectos de infraestructura costera en todo el mundo.
Conclusión
Alcanzar 720 horas de resistencia a la niebla salina requiere una ingeniería en capas —aleación adecuada, tratamiento de superficie, acabado multicapa, estructura sellada y fijaciones a juego—, no solo una capa de pintura más gruesa. Exija siempre certificados de prueba de terceros que cubran la unidad ensamblada completa antes de firmar una orden de compra.
1. ISO 9227 es la norma internacional para pruebas de niebla salina neutra, que define el método para evaluar la resistencia a la corrosión. ︎↩︎ 2. ASTM B117 es una norma ampliamente utilizada para operar aparatos de prueba de niebla salina (niebla) para evaluar la resistencia a la corrosión. ︎↩︎ 3. Las pinturas de fluorocarbono (por ejemplo, PVDF/FEVE) ofrecen una resistencia excepcional a los rayos UV y a los productos químicos debido a los fuertes enlaces carbono-flúor, ideales para recubrimientos marinos. ︎↩︎ 4. Las cámaras PTZ de grado marino de Dahua cuentan con acero inoxidable 316L y pintura de fluorocarbono, reclamando más de 1440 horas de resistencia a la niebla salina. ︎↩︎ 5. La MIC IP fusion 9000i de Bosch es una cámara PTZ de grado marino con un sistema de recubrimiento multicapa automotriz, certificada para 2000 horas de niebla salina. ︎↩︎ 6. La prueba de corte transversal (ISO 2409) evalúa la adherencia del recubrimiento a un sustrato cortando una cuadrícula y aplicando cinta adhesiva. ︎↩︎ 7. La corrosión galvánica ocurre cuando dos metales disímiles están en contacto eléctrico en un electrolito corrosivo, acelerando la corrosión del metal menos noble. ︎↩︎ 8. La galvanización por inmersión en caliente recubre el acero con una gruesa capa de zinc, proporcionando protección sacrificial contra la corrosión en entornos hostiles. ︎↩︎ 9. Dacromet es un recubrimiento de escamas de zinc a base de agua que proporciona una excelente resistencia a la corrosión sin fragilización por hidrógeno. ︎↩︎ 10. Los recubrimientos de conversión de nanocerámica son pretratamientos de película delgada y respetuosos con el medio ambiente que mejoran la resistencia a la corrosión y la adherencia de la pintura en metales. ︎↩︎ 11. La norma ISO 17025 es el estándar internacional para la competencia y acreditación de laboratorios, garantizando que los resultados de las pruebas sean fiables y trazables. ︎↩︎