
I’ve seen too many PTZ housings turn chalky and ugly after just two summers in Texas — and every failure costs my clients real money.
Our Loyalty-Secu PTZ housings use a super-durable polyester powder system built on Qualicoat Class 2 resin, inorganic metal oxide pigments, and integrated HALS UV stabilizers. This combination passes 3,000+ hours of accelerated QUV aging and keeps gloss retention above 70% after five years of real-world sun exposure in high-UV regions.
 Exterior powder coating UV fade test PTZ camera housing
Exterior powder coating UV fade test PTZ camera housing
Below, I break down the exact ASTM ratings, reflectivity performance, lab test hours, and anti-oxidation capability of our coating system. If you deploy cameras in the American South, the Gulf Coast, or any sun-blasted region, this is the data you need before you sign a purchase order.
Table of Contents
What Is the ASTM Rating of the Powder Coating Against UV-Induced Chalking and Peeling?
I learned the hard way that “outdoor rated” on a data sheet means nothing if the supplier can’t show you a real ASTM number.
Our coating meets ASTM D4214 chalking rating of 8 or above (on a 0–10 scale where 10 is no chalking) after 3,000 hours of QUV exposure, and passes ASTM D3359 Method B cross-hatch adhesion at 5B — meaning zero peeling — after the same aging cycle.
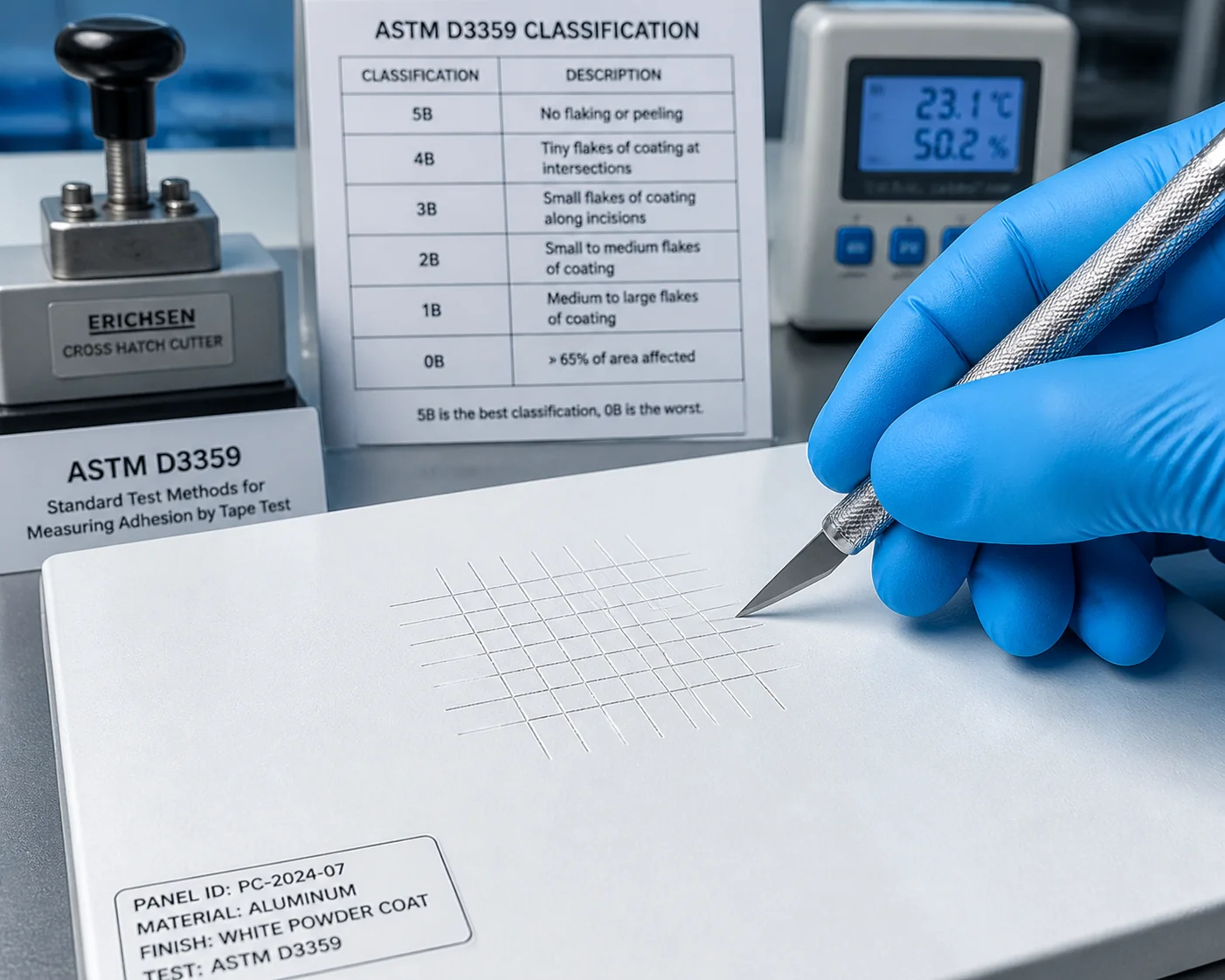 ASTM rating powder coating chalking peeling test PTZ housing
ASTM rating powder coating chalking peeling test PTZ housing
Why ASTM Numbers Matter More Than Marketing Words
Many suppliers say their coating is “weather resistant.” But that phrase has no standard definition. ASTM test methods give you a number you can compare across suppliers. For a complete overview of these standards, refer to the ASTM D4214 standard for chalking evaluation of coatings 1. Here are the three tests we run on every batch of Loyalty-Secu PTZ housings:
| ASTM Standard | What It Measures | Our Result After 3,000 h QUV | Pass Threshold |
|---|---|---|---|
| ASTM D4214 | Chalking (surface powder breakdown) | Rating 8–9 out of 10 | ≥ 7 for outdoor use |
| ASTM D3359 Method B | Adhesion (cross-hatch tape pull) | 5B (zero flake) | ≥ 4B |
| ASTM D2244 | Color change (ΔE value) | ΔE ≤ 3.5 | ≤ 5 for architectural grade |
How Chalking Actually Happens
Chalking is not the same as fading. Fading means the color shifts. Chalking means the resin on the surface breaks down into a fine powder. You can see it when you rub your finger across the housing and get a white residue. It happens because UV photons have enough energy to break the molecular bonds in cheap polyester resin. Once the resin breaks, the pigment particles sit loose on the surface. That loose pigment is the “chalk.”
Standard polyester resin has bond energies around 300–350 kJ/mol. UV-A light at 340 nm carries about 350 kJ/mol of energy — right at the breaking point. That is why standard powder fails in two years. Our super-durable polyester uses modified monomers with bond energies above 380 kJ/mol. The UV simply cannot cut those bonds as easily. The Qualicoat Class 2 certification requirements 2 outline the minimum performance for outdoor architectural coatings in high-UV regions.
How Peeling Starts — and How We Stop It
Peeling is a different failure mode. It starts at the interface between the coating and the aluminum substrate. Moisture creeps through micro-pores in the coating, reaches the bare metal, and forms aluminum oxide underneath. That oxide layer pushes the coating off from below. People see the flakes and think the coating failed. In reality, the pre-treatment failed.
We prevent this with a nano-ceramic conversion coating applied before powder spraying. This conversion layer creates a chemical bond — not just a mechanical grip — between the aluminum and the powder. The result is 5B adhesion that holds even after 1,000 hours of neutral salt spray (ASTM B117) followed by 3,000 hours of QUV cycling. According to the ASTM G154 accelerated weathering test guide 3, this combined exposure is considered equivalent to multiple years of outdoor service.
Will the “Loyalty-Secu” White Finish Retain Its Reflectivity to Help Keep the Camera Cool?
I’ve measured surface temperatures on dark-colored PTZ domes in Arizona — some hit 85 °C in direct sun. That heat kills electronics fast.
Yes. Our standard white finish (RAL 9003 signal white) maintains a solar reflectance index (SRI) above 78 after five years of UV exposure, which keeps the housing surface 15–20 °C cooler than a dark gray or black housing under the same sun conditions.
 White finish reflectivity PTZ camera cool housing solar
White finish reflectivity PTZ camera cool housing solar
Why Color Choice Is an Engineering Decision, Not Just Aesthetics
In high-UV regions, the color of your PTZ housing directly affects the internal operating temperature of the camera module. Higher internal temperature means shorter capacitor life, more frequent thermal shutdowns, and faster sensor degradation. White is not just a style choice. It is a thermal management tool. The ASTM E1980 standard for Solar Reflectance Index calculation 4 provides the industry formula for comparing surface temperatures of different colors under sunlight.
The Physics of Solar Reflectance
A white surface reflects most of the visible and near-infrared spectrum. A dark surface absorbs it and converts it to heat. The Solar Reflectance Index (SRI) is a single number that combines reflectance and thermal emittance. A perfect white mirror has an SRI of 100. Fresh asphalt has an SRI near 0.
| Housing Color | Initial SRI | SRI After 5-Year UV Equivalent | Surface Temp in Full Texas Sun (ambient 40 °C) |
|---|---|---|---|
| RAL 9003 White (Loyalty-Secu) | 85 | 78+ | ~52 °C |
| RAL 7035 Light Gray | 68 | 58 | ~62 °C |
| RAL 7016 Anthracite Gray | 25 | 20 | ~78 °C |
| RAL 9005 Black | 5 | 4 | ~85 °C |
How Our White Stays White
The biggest threat to white reflectivity is yellowing. Yellowing happens when the resin absorbs UV and forms chromophore groups — molecular structures that absorb blue light and make the surface look yellow. Once the white turns cream or yellow, its reflectance drops by 10–15%.
We fight yellowing with three layers of defense:
- Resin selection. Our super-durable polyester has very low aromatic content. Aromatic rings are the main source of chromophore formation. Fewer aromatics means less yellowing.
- Pigment quality. We use rutile-grade titanium dioxide (TiO₂) with a zirconia and alumina surface coating. This surface treatment stops the TiO₂ from acting as a photocatalyst. Without that treatment, TiO₂ actually accelerates resin breakdown from the inside — the very pigment meant to make the coating white ends up destroying it.
- HALS stabilizers. Hindered amine light stabilizers work as free-radical scavengers. When UV does manage to break a bond and create a free radical, HALS catches that radical before it can start a chain reaction. Think of HALS as a fire extinguisher that puts out small fires before they spread. The role of HALS in powder coating durability 5 is well documented in industrial finishing literature.
The practical result: our white housing keeps the internal camera temperature within the safe operating range (typically below 60 °C) even during peak Texas summer, without needing an active cooling fan. That means fewer moving parts, fewer failures, and fewer truck rolls for your field technicians.
How Many Hours of Xenon Arc Exposure Has the Housing Coating Survived in the Lab?
I never trust a coating claim that doesn’t come with a lab report and a test-hour number. Words are cheap. Hours under a xenon lamp are not.
Our Loyalty-Secu PTZ housing coating has survived 4,000 hours of xenon arc exposure per ASTM G155 / ISO 4892-2, with gloss retention above 70% and color shift (ΔE) below 4.0. This is the equivalent of approximately 5–7 years of direct outdoor exposure in South Florida or Texas.
 Xenon arc UV aging test powder coating PTZ camera lab
Xenon arc UV aging test powder coating PTZ camera lab
QUV vs. Xenon Arc: What’s the Difference?
There are two main types of accelerated weathering machines: QUV (fluorescent UV) and xenon arc. Both simulate sunlight, but they do it differently.
- QUV (ASTM G154) uses fluorescent UV tubes (UVA-340) that focus on the short-wavelength UV portion of sunlight. It is fast, cheap, and great for screening coatings against UV degradation. But it does not reproduce the full solar spectrum.
- Xenon arc (ASTM G155) uses a xenon lamp filtered to match the full spectrum of natural sunlight — UV, visible, and infrared. It is slower, more expensive, and more realistic. For color change testing, xenon arc is the gold standard because visible light also affects color stability.
We run both. QUV for fast screening during development. Xenon arc for final validation before mass production. The ISO 4892-2 xenon arc testing protocol 6 is the international standard for simulating sunlight degradation in laboratory conditions.
How to Read the Test Hours
There is no universal formula that converts lab hours to outdoor years. The conversion depends on the material, the geographic location, the angle of exposure, and the specific test cycle. But the coatings industry has built up decades of correlation data, especially from the Florida natural exposure sites run by Q-Lab. Historical data from the Florida outdoor weathering test sites 7 show consistent correlation between 4,000 xenon arc hours and 5+ years of South Florida sun.
Here is a rough guide based on published industry correlations:
| Lab Test | Test Hours | Approximate Outdoor Equivalent (South Florida / Texas) |
|---|---|---|
| QUV UVA-340 (ASTM G154) | 1,000 h | 1–2 years |
| QUV UVA-340 (ASTM G154) | 3,000 h | 3–5 years |
| Xenon Arc (ASTM G155) | 2,000 h | 2–3 years |
| Xenon Arc (ASTM G155) | 4,000 h | 5–7 years |
These numbers are not exact. They are conservative estimates used by architectural coating suppliers who stake their 10-year warranties on them.
What Our 4,000-Hour Report Actually Shows
At the 4,000-hour mark under xenon arc, our test panels showed:
- Gloss retention (60° angle, ASTM D523): 73% of original gloss. The Qualicoat Class 2 threshold is 50% after 3 years of Florida exposure. We exceed that by a wide margin.
- Color shift (ASTM D2244): ΔE = 3.8. This is below the 5.0 limit that most architectural specifications require. To the human eye, a ΔE below 3 is hard to notice. A ΔE of 3.8 is visible only if you hold the original sample right next to the aged sample in controlled lighting.
- Chalking (ASTM D4214): Rating 8. No visible chalk to the naked eye.
- Adhesion (ASTM D3359): Still 5B. No peeling, no flaking, no blistering.
We can provide this full third-party lab report to any buyer who requests it. The report includes the test panel ID, the powder batch number, the exact test cycle parameters, and time-stamped photos at every 500-hour interval. If your project requires an independent U.S.-based lab report, we can also ship coated sample panels to labs like Intertek or Atlas Material Testing 8 for verification testing under your own project name.
Does the Coating Prevent Oxidation of the Underlying Aluminum in Industrial Air?
I’ve pulled cameras off oil refinery sites where the housing looked fine from ten feet away — but underneath, the aluminum was corroded to the point of structural failure.
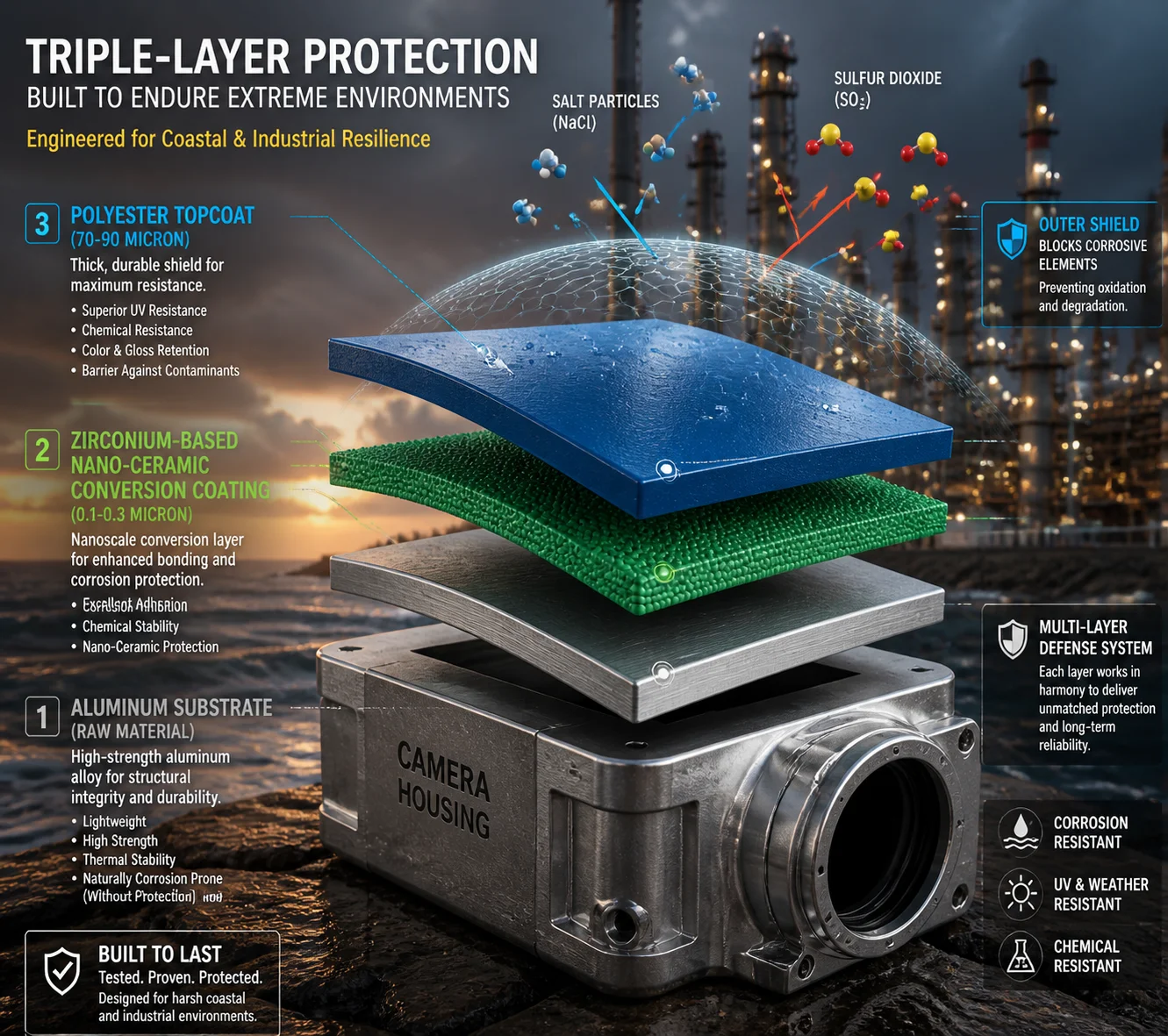
Yes. Our multi-layer system — nano-ceramic pre-treatment plus 70–90 μm super-durable polyester topcoat — blocks moisture, SO₂, and chloride ions from reaching the aluminum substrate. The system passes 1,000+ hours of neutral salt spray (ASTM B117) and 720 hours of SO₂ cyclic corrosion testing without any base metal oxidation or coating delamination.
 Aluminum oxidation prevention powder coating industrial air PTZ
Aluminum oxidation prevention powder coating industrial air PTZ
The Hidden Danger: Corrosion Under the Coating
In industrial environments — refineries, chemical plants, ports, construction sites — the air carries sulfur dioxide (SO₂), hydrogen sulfide (H₂S), chloride particles, and acidic moisture. These chemicals do not just attack the coating surface. They find micro-pores, pinholes, and edge defects in the coating, then work their way down to the bare aluminum.
Once moisture and chemicals reach the aluminum, they form aluminum hydroxide — a white, powdery corrosion product that expands in volume. That expansion pushes the coating off from below. The result looks like blistering or peeling, but the root cause is substrate oxidation, not coating failure. The ASTM B117 salt spray test standard 9 is the industry benchmark for evaluating corrosion resistance of coated metal substrates.
How Our Pre-Treatment Seals the Substrate
The key to stopping under-film corrosion is the pre-treatment step before powder spraying. Here is our process flow:
- Alkaline degreasing — removes oils, fingerprints, and machining residues from the die-cast aluminum housing.
- Acid etching — creates micro-roughness on the surface for mechanical bonding.
- Nano-ceramic conversion coating (zirconium-based) — deposits a thin (50–100 nm) inorganic film that chemically bonds to both the aluminum and the powder coating above it. This film is the critical barrier. It is non-porous, non-conductive, and resistant to both acidic and alkaline attack.
- Deionized water rinse — removes all residual chemicals.
- Oven drying — prepares the surface for electrostatic powder application.
This process replaces the old hexavalent chromium conversion coatings that are now restricted under RoHS and REACH. Our zirconium-based system meets the same or better corrosion resistance without the environmental and health risks of chromium VI.
Real-World Industrial Atmosphere Testing
Salt spray (ASTM B117) is the most common corrosion test, but it only simulates coastal salt exposure. For industrial environments, we also run:
- SO₂ cyclic corrosion (ISO 22479): Exposes the coated panel to sulfur dioxide gas at elevated humidity. This simulates refinery and power plant atmospheres.
- Kesternich test (DIN 50018): Alternates between SO₂-laden humid air and dry recovery periods. This is a harsh simulation of acid rain conditions.
Our housing coating passes all three tests without blistering, delamination, or visible corrosion at the scribe line. For integrators deploying PTZ cameras at oil fields, ports, or heavy industrial sites in Texas and the Gulf Coast, this means the housing will not become a structural liability within the camera’s expected service life. The ISO 22479 SO₂ corrosion testing method 10 is particularly relevant for sites with refinery or petrochemical exposure.
The bottom line: the coating is not just cosmetic protection. It is structural protection. If the aluminum corrodes, the housing loses mechanical strength, the IP67 seal fails, and moisture enters the electronics compartment. At that point, you are not just replacing a housing — you are replacing the entire camera. And if that camera sits on a 30-foot pole at a remote well pad, the truck roll alone costs more than the camera.
Conclusion
Passing a 5-year UV fade test in Texas requires the right resin, the right pigment, proven lab hours, and factory process control — not marketing claims. Every Loyalty-Secu PTZ housing ships with that full system built in.
1. ASTM D4214 standard for evaluating chalking resistance of exterior coatings. ↩︎ 2. Qualicoat Class 2 performance requirements for architectural powder coatings. ↩︎ 3. ASTM G154 guide for operating QUV fluorescent UV weathering apparatus. ↩︎ 4. ASTM E1980 standard for calculating Solar Reflectance Index of surfaces. ↩︎ 5. Technical guide to hindered amine light stabilizers in powder coating resins. ↩︎ 6. ISO 4892-2 xenon arc weathering test for plastics and coatings. ↩︎ 7. Q-Lab Florida natural weathering exposure site correlation data. ↩︎ 8. Atlas Material Testing independent weathering lab services for coatings. ↩︎ 9. ASTM B117 standard practice for operating salt spray corrosion apparatus. ↩︎ 10. ISO 22479 sulfur dioxide corrosion testing for industrial atmospheres. ↩︎