
J'ai vu trop de boîtiers PTZ devenir crayeux et laids après seulement deux étés au Texas — et chaque défaillance coûte cher à mes clients.
Nos boîtiers PTZ Loyalty-Secu utilisent un système de revêtement en poudre polyester super résistant basé sur une résine Qualicoat Classe 2, des pigments d'oxyde métallique inorganique et des stabilisateurs UV HALS intégrés. Cette combinaison réussit plus de 3 000 heures de vieillissement accéléré QUV et maintient une rétention de brillance supérieure à 70 % après cinq ans d'exposition réelle au soleil dans les régions à forte teneur en UV.
 Test de décoloration UV par revêtement en poudre extérieur boîtier de caméra PTZ
Test de décoloration UV par revêtement en poudre extérieur boîtier de caméra PTZ
Ci-dessous, je détaille les indices ASTM exacts, les performances de réflectivité, les heures de tests en laboratoire et la capacité anti-oxydation de notre système de revêtement. Si vous déployez des caméras dans le sud des États-Unis, sur la côte du Golfe ou dans toute région exposée au soleil, ce sont les données dont vous avez besoin avant de signer un bon de commande.
Table des matières
Quel est l'indice ASTM du revêtement en poudre contre le farinage et le pelage induits par les UV ?
J'ai appris à mes dépens que “adapté à l'extérieur” sur une fiche technique ne signifie rien si le fournisseur ne peut pas vous montrer un vrai numéro ASTM.
Notre revêtement répond à l'indice de farinage ASTM D4214 de 8 ou plus (sur une échelle de 0 à 10 où 10 signifie pas de farinage) après 3 000 heures d'exposition QUV, et réussit le test d'adhérence par quadrillage ASTM D3359 Méthode B à 5B — ce qui signifie zéro pelage — après le même cycle de vieillissement.
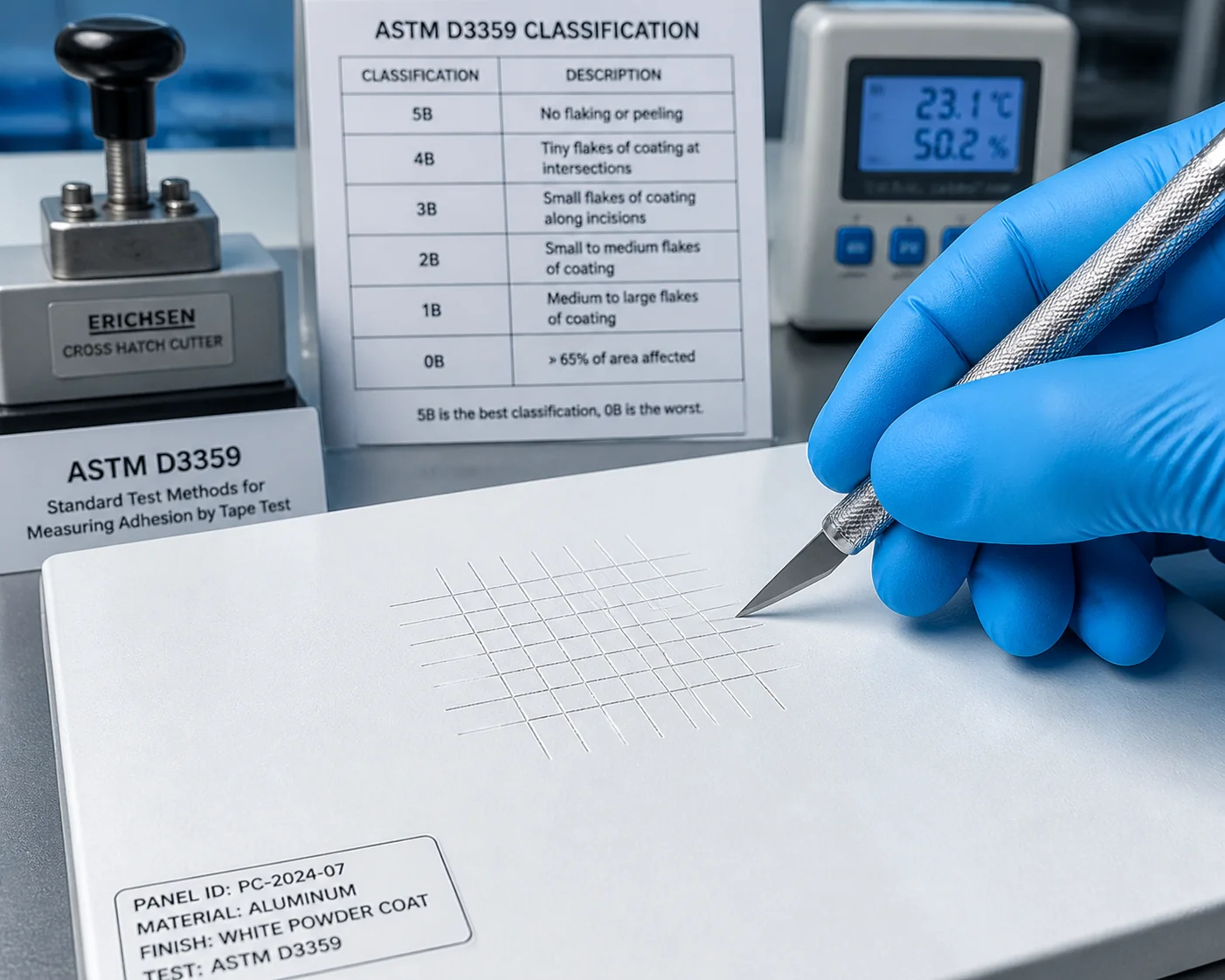 Indice ASTM revêtement en poudre test de farinage pelage boîtier PTZ
Indice ASTM revêtement en poudre test de farinage pelage boîtier PTZ
Pourquoi les numéros ASTM sont plus importants que les mots marketing
De nombreux fournisseurs disent que leur revêtement est “résistant aux intempéries”. Mais cette phrase n'a pas de définition standard. Les méthodes de test ASTM vous donnent un chiffre que vous pouvez comparer entre les fournisseurs. Pour un aperçu complet de ces normes, référez-vous à la Norme ASTM D4214 pour l'évaluation du farinage des revêtements 1. Voici les trois tests que nous effectuons sur chaque lot de boîtiers PTZ Loyalty-Secu :
| Norme ASTM | Ce qu'elle mesure | Notre résultat après 3 000 h QUV | Seuil de réussite |
|---|---|---|---|
| ASTM D4214 | Craie (dégradation de la surface en poudre) | Note 8–9 sur 10 | ≥ 7 pour un usage extérieur |
| ASTM D3359 Méthode B | Adhérence (test d'adhérence par quadrillage) | 5B (aucun décollement) | ≥ 4B |
| ASTM D2244 | Changement de couleur (valeur ΔE) | ΔE ≤ 3,5 | ≤ 5 pour la qualité architecturale |
Comment la craie se forme réellement
La craie n'est pas la même chose que la décoloration. La décoloration signifie que la couleur change. La craie signifie que la résine à la surface se dégrade en une fine poudre. Vous pouvez la voir lorsque vous passez votre doigt sur le boîtier et obtenez un résidu blanc. Cela se produit parce que les photons UV ont suffisamment d'énergie pour briser les liaisons moléculaires dans la résine polyester bon marché. Une fois que la résine se brise, les particules de pigment reposent librement à la surface. Ce pigment lâche est la “ craie ”.”
La résine polyester standard a des énergies de liaison d'environ 300–350 kJ/mol. La lumière UV-A à 340 nm transporte environ 350 kJ/mol d'énergie — juste au point de rupture. C'est pourquoi la poudre standard échoue en deux ans. Notre polyester super résistant utilise des monomères modifiés avec des énergies de liaison supérieures à 380 kJ/mol. Les UV ne peuvent tout simplement pas rompre ces liaisons aussi facilement. Le exigences de certification Qualicoat Classe 2 2 décrivent les performances minimales pour les revêtements architecturaux extérieurs dans les régions à forte exposition aux UV.
Comment le décollement commence — et comment nous l'arrêtons
Le décollement est un mode de défaillance différent. Il commence à l'interface entre le revêtement et le substrat en aluminium. L'humidité s'infiltre à travers les micropores du revêtement, atteint le métal nu et forme de l'oxyde d'aluminium en dessous. Cette couche d'oxyde pousse le revêtement par le dessous. Les gens voient les flocons et pensent que le revêtement a échoué. En réalité, le prétraitement a échoué.
Nous prévenons cela avec un revêtement de conversion nano-céramique appliqué avant la pulvérisation de poudre. Cette couche de conversion crée une liaison chimique — pas seulement une adhérence mécanique — entre l'aluminium et la poudre. Le résultat est une adhérence 5B qui tient même après 1 000 heures de brouillard salin neutre (ASTM B117) suivies de 3 000 heures de cyclage QUV. Selon le Guide de test de vieillissement accéléré ASTM G154 3, cette exposition combinée est considérée comme équivalente à plusieurs années de service extérieur.
La finition blanche “Loyalty-Secu” conservera-t-elle sa réflectivité pour aider à garder la caméra au frais ?
J'ai mesuré les températures de surface sur des dômes PTZ de couleur foncée en Arizona — certains atteignent 85 °C en plein soleil. Cette chaleur tue rapidement l'électronique.
Oui. Notre finition blanche standard (RAL 9003 blanc signal) maintient un indice de réflectance solaire (SRI) supérieur à 78 après cinq ans d'exposition aux UV, ce qui maintient la surface du boîtier 15 à 20 °C plus fraîche qu'un boîtier gris foncé ou noir dans les mêmes conditions d'ensoleillement.
 Finition blanche réflectivité caméra PTZ boîtier frais solaire
Finition blanche réflectivité caméra PTZ boîtier frais solaire
Pourquoi le choix de la couleur est une décision d'ingénierie, pas seulement esthétique
Dans les régions à forte exposition aux UV, la couleur de votre boîtier PTZ affecte directement la température de fonctionnement interne du module caméra. Une température interne plus élevée signifie une durée de vie plus courte des condensateurs, des arrêts thermiques plus fréquents et une dégradation plus rapide du capteur. Le blanc n'est pas seulement un choix de style. C'est un outil de gestion thermique. Le Norme ASTM E1980 pour le calcul de l'indice de réflectance solaire 4 fournit la formule industrielle pour comparer les températures de surface de différentes couleurs sous le soleil.
La physique de la réflectance solaire
Une surface blanche réfléchit la majeure partie du spectre visible et proche infrarouge. Une surface sombre l'absorbe et la convertit en chaleur. L'indice de réflectance solaire (SRI) est un seul chiffre qui combine la réflectance et l'émittance thermique. Un miroir blanc parfait a un SRI de 100. L'asphalte frais a un SRI proche de 0.
| Couleur du boîtier | SRI initial | SRI après équivalent 5 ans d'exposition aux UV | Température de surface en plein soleil du Texas (ambiant 40 °C) |
|---|---|---|---|
| Blanc RAL 9003 (Loyalty-Secu) | 85 | 78+ | ~52 °C |
| Gris clair RAL 7035 | 68 | 58 | ~62 °C |
| Gris anthracite RAL 7016 | 25 | 20 | ~78 °C |
| Noir RAL 9005 | 5 | 4 | ~85 °C |
Comment notre blanc reste blanc
La plus grande menace pour la réflectivité du blanc est le jaunissement. Le jaunissement se produit lorsque la résine absorbe les UV et forme des groupes chromophores — des structures moléculaires qui absorbent la lumière bleue et donnent une teinte jaune à la surface. Une fois que le blanc devient crème ou jaune, sa réflectance diminue de 10 à 15 %.
Nous luttons contre le jaunissement avec trois niveaux de défense :
- Sélection de la résine. Notre polyester ultra-résistant a une très faible teneur en aromatiques. Les cycles aromatiques sont la principale source de formation de chromophores. Moins d'aromatiques signifie moins de jaunissement.
- Qualité du pigment. Nous utilisons du dioxyde de titane (TiO₂) de qualité rutile avec un revêtement de surface en zircone et alumine. Ce traitement de surface empêche le TiO₂ d'agir comme un catalyseur photo. Sans ce traitement, le TiO₂ accélère en fait la dégradation de la résine de l'intérieur — le pigment même destiné à rendre le revêtement blanc finit par le détruire.
- Stabilisateurs HALS. Les stabilisateurs à base d'amines encombrées (HALS) agissent comme des piégeurs de radicaux libres. Lorsque les UV parviennent à rompre une liaison et à créer un radical libre, les HALS capturent ce radical avant qu'il ne puisse déclencher une réaction en chaîne. Considérez les HALS comme un extincteur qui éteint les petits incendies avant qu'ils ne se propagent. Le rôle des HALS dans la durabilité des revêtements en poudre 5 est bien documenté dans la littérature sur les finitions industrielles.
Le résultat pratique : notre boîtier blanc maintient la température interne de la caméra dans la plage de fonctionnement sûre (généralement inférieure à 60 °C) même pendant les pics de chaleur de l'été texan, sans nécessiter de ventilateur de refroidissement actif. Cela signifie moins de pièces mobiles, moins de pannes et moins d'interventions sur site pour vos techniciens.
Combien d'heures d'exposition à l'arc au xénon le revêtement du boîtier a-t-il survécu en laboratoire ?
Je ne fais jamais confiance à une affirmation sur un revêtement qui n'est pas accompagnée d'un rapport de laboratoire et d'un nombre d'heures de test. Les mots ne coûtent rien. Les heures sous une lampe au xénon, si.
Le revêtement du boîtier PTZ Loyalty-Secu a survécu à 4 000 heures d'exposition aux arcs xénon selon ASTM G155 / ISO 4892-2, avec une rétention de brillance supérieure à 70 % et un décalage de couleur (ΔE) inférieur à 4,0. Ceci équivaut à environ 5 à 7 ans d'exposition directe en extérieur dans le sud de la Floride ou au Texas.
 Test de vieillissement UV par arc xénon, revêtement en poudre, caméra PTZ, laboratoire
Test de vieillissement UV par arc xénon, revêtement en poudre, caméra PTZ, laboratoire
QUV vs. Arc Xénon : Quelle est la différence ?
Il existe deux principaux types de machines de vieillissement accéléré : QUV (UV fluorescent) et arc xénon. Les deux simulent la lumière du soleil, mais elles le font différemment.
- QUV (ASTM G154) utilise des tubes fluorescents UV (UVA-340) qui se concentrent sur la partie UV à courte longueur d'onde de la lumière du soleil. C'est rapide, bon marché et idéal pour le criblage des revêtements contre la dégradation par les UV. Mais cela ne reproduit pas le spectre solaire complet.
- Arc au xénon (ASTM G155) utilise une lampe au xénon filtrée pour correspondre au spectre complet de la lumière naturelle du soleil — UV, visible et infrarouge. C'est plus lent, plus cher et plus réaliste. Pour les tests de changement de couleur, l'arc au xénon est la référence car la lumière visible affecte également la stabilité de la couleur.
Nous utilisons les deux. QUV pour un criblage rapide pendant le développement. Arc au xénon pour la validation finale avant la production de masse. Le protocole de test par arc au xénon ISO 4892-2 6 est la norme internationale pour simuler la dégradation par la lumière du soleil dans des conditions de laboratoire.
Comment lire les heures de test
Il n'existe pas de formule universelle pour convertir les heures de laboratoire en années en extérieur. La conversion dépend du matériau, de l'emplacement géographique, de l'angle d'exposition et du cycle de test spécifique. Mais l'industrie des revêtements a accumulé des décennies de données de corrélation, en particulier à partir des sites d'exposition naturelle de Floride gérés par Q-Lab. Les données historiques des sites de tests de vieillissement en extérieur en Floride 7 montrent une corrélation constante entre 4 000 heures d'arc au xénon et plus de 5 ans de soleil du sud de la Floride.
Voici un guide approximatif basé sur les corrélations publiées dans l'industrie :
| Test en laboratoire | Heures de test | Équivalent extérieur approximatif (Sud de la Floride / Texas) |
|---|---|---|
| QUV UVA-340 (ASTM G154) | 1 000 h | 1–2 ans |
| QUV UVA-340 (ASTM G154) | 3 000 h | 3–5 ans |
| Arc au xénon (ASTM G155) | 2 000 h | 2–3 ans |
| Arc au xénon (ASTM G155) | 4 000 h | 5–7 ans |
Ces chiffres ne sont pas exacts. Ce sont des estimations prudentes utilisées par les fournisseurs de revêtements architecturaux qui s'en servent pour garantir leurs garanties de 10 ans.
Ce que notre rapport de 4 000 heures montre réellement
À la marque des 4 000 heures sous arc au xénon, nos panneaux de test présentaient :
- Rétention du brillant (angle de 60°, ASTM D523) : 73 % du brillant d'origine. Le seuil de la classe 2 Qualicoat est de 50 % après 3 ans d'exposition en Floride. Nous dépassons largement ce seuil.
- Déplacement de couleur (ASTM D2244) : ΔE = 3,8. C'est inférieur à la limite de 5,0 que la plupart des spécifications architecturales exigent. Pour l'œil humain, un ΔE inférieur à 3 est difficile à remarquer. Un ΔE de 3,8 n'est visible que si vous tenez l'échantillon d'origine juste à côté de l'échantillon vieilli dans un éclairage contrôlé.
- Farinage (ASTM D4214) : Note 8. Pas de farinage visible à l'œil nu.
- Adhérence (ASTM D3359) : Toujours 5B. Pas d'écaillage, pas de décollement, pas de cloquage.
Nous pouvons fournir ce rapport complet de laboratoire tiers à tout acheteur qui en fait la demande. Le rapport comprend l'identifiant du panneau de test, le numéro de lot de poudre, les paramètres exacts du cycle de test et des photos horodatées à chaque intervalle de 500 heures. Si votre projet nécessite un rapport de laboratoire indépendant basé aux États-Unis, nous pouvons également expédier des panneaux d'échantillons revêtus à des laboratoires tels que Intertek ou Atlas Material Testing 8 pour des tests de vérification sous votre propre nom de projet.
Le revêtement empêche-t-il l'oxydation de l'aluminium sous-jacent dans l'air industriel ?
J'ai retiré des caméras de sites de raffineries de pétrole où le boîtier semblait correct à trois mètres de distance — mais en dessous, l'aluminium était corrodé au point de rupture structurelle.
Oui. Notre système multicouche — prétraitement nanoceramique plus revêtement supérieur polyester super durable de 70–90 μm — empêche l'humidité, le SO₂ et les ions chlorure d'atteindre le substrat en aluminium. Le système passe plus de 1 000 heures de brouillard salin neutre (ASTM B117) et 720 heures de tests de corrosion cyclique au SO₂ sans aucune oxydation du métal de base ni délamination du revêtement.
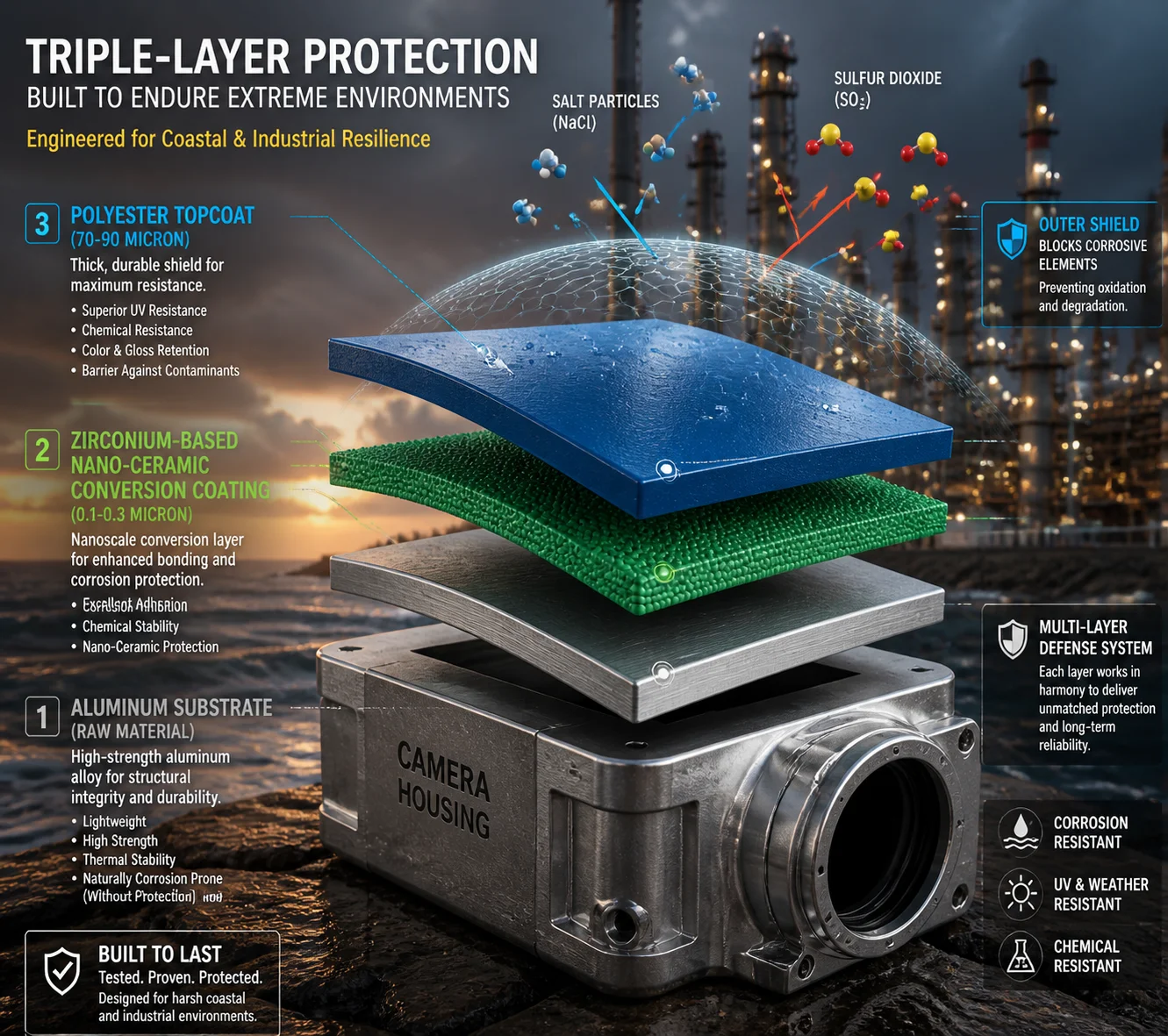 Revêtement en poudre anti-oxydation de l'aluminium, PTZ industriel à air
Revêtement en poudre anti-oxydation de l'aluminium, PTZ industriel à air
Le danger caché : la corrosion sous le revêtement
Dans les environnements industriels — raffineries, usines chimiques, ports, chantiers de construction — l'air transporte du dioxyde de soufre (SO₂), du sulfure d'hydrogène (H₂S), des particules de chlorure et de l'humidité acide. Ces produits chimiques n'attaquent pas seulement la surface du revêtement. Ils trouvent des micropores, des trous d'épingle et des défauts de bord dans le revêtement, puis descendent jusqu'à l'aluminium nu.
Une fois que l'humidité et les produits chimiques atteignent l'aluminium, ils forment de l'hydroxyde d'aluminium — un produit de corrosion blanc et poudreux qui augmente de volume. Cette expansion pousse le revêtement par le dessous. Le résultat ressemble à un cloquage ou à un écaillage, mais la cause profonde est l'oxydation du substrat, et non la défaillance du revêtement. Le Norme d'essai au brouillard salin ASTM B117 9 est la référence de l'industrie pour l'évaluation de la résistance à la corrosion des substrats métalliques revêtus.
Comment notre prétraitement scelle le substrat
La clé pour arrêter la corrosion sous-film est l'étape de prétraitement avant la pulvérisation de poudre. Voici notre flux de processus :
- Dégraissage alcalin — élimine les huiles, les empreintes digitales et les résidus d'usinage du boîtier en aluminium moulé sous pression.
- Décapage acide — crée une micro-rugosité à la surface pour une liaison mécanique.
- Revêtement de conversion nanocéramique (à base de zirconium) — dépose un film inorganique mince (50–100 nm) qui se lie chimiquement à la fois à l'aluminium et au revêtement en poudre au-dessus. Ce film est la barrière critique. Il est non poreux, non conducteur et résistant aux attaques acides et alcalines.
- Rinçage à l'eau déminéralisée — élimine tous les produits chimiques résiduels.
- Séchage au four — prépare la surface pour l'application électrostatique de poudre.
Ce processus remplace les anciens revêtements de conversion au chrome hexavalent qui sont maintenant restreints par RoHS et REACH. Notre système à base de zirconium offre une résistance à la corrosion égale ou supérieure sans les risques environnementaux et sanitaires du chrome VI.
Tests en atmosphère industrielle réelle
Le brouillard salin (ASTM B117) est le test de corrosion le plus courant, mais il ne simule que l'exposition au sel côtier. Pour les environnements industriels, nous effectuons également :
- Corrosion cyclique au SO₂ (ISO 22479) : Expose le panneau revêtu à du dioxyde de soufre gazeux dans une humidité élevée. Ceci simule les atmosphères de raffinerie et de centrale électrique.
- Test de Kesternich (DIN 50018) : Alterne entre des périodes d'air humide chargé de SO₂ et des périodes de récupération à sec. Ceci est une simulation sévère des conditions de pluie acide.
Le revêtement de notre boîtier réussit les trois tests sans cloquage, délamination ou corrosion visible sur la ligne de rayure. Pour les intégrateurs déployant des caméras PTZ dans des champs pétrolifères, des ports ou des sites industriels lourds au Texas et sur la côte du Golfe, cela signifie que le boîtier ne deviendra pas une responsabilité structurelle au cours de la durée de vie prévue de la caméra. Le La méthode d'essai de corrosion au SO₂ ISO 22479 10 est particulièrement pertinente pour les sites exposés aux raffineries ou à la pétrochimie.
Le résultat : le revêtement n'est pas seulement une protection cosmétique. C'est une protection structurelle. Si l'aluminium se corrode, le boîtier perd sa résistance mécanique, le joint IP67 échoue et l'humidité pénètre dans le compartiment électronique. À ce stade, vous ne remplacez pas seulement un boîtier, vous remplacez toute la caméra. Et si cette caméra est installée sur un poteau de 9 mètres sur un site de puits éloigné, le déplacement du camion seul coûte plus cher que la caméra.
Conclusion
Réussir un test de décoloration UV de 5 ans au Texas nécessite la bonne résine, le bon pigment, des heures de laboratoire prouvées et un contrôle de processus d'usine, pas des affirmations marketing. Chaque boîtier PTZ Loyalty-Secu est livré avec ce système complet intégré.
1. Norme ASTM D4214 pour l'évaluation de la résistance au farinage des revêtements extérieurs. ︎↩︎ 2. Exigences de performance Qualicoat Classe 2 pour les revêtements en poudre architecturaux. ︎↩︎ 3. Guide ASTM G154 pour le fonctionnement de l'appareil de vieillissement UV fluorescent QUV. ︎↩︎ 4. Norme ASTM E1980 pour le calcul de l'indice de réflectance solaire des surfaces. ︎↩︎ 5. Guide technique sur les stabilisants à base d'amines encombrées dans les résines de revêtement en poudre. ︎↩︎ 6. Essai de vieillissement au xénon ISO 4892-2 pour les plastiques et les revêtements. ︎↩︎ 7. Données de corrélation du site d'exposition aux intempéries naturelles en Floride Q-Lab. ︎↩︎ 8. Services de laboratoire indépendants Atlas Material Testing pour les revêtements. ︎↩︎ 9. Norme pratique ASTM B117 pour le fonctionnement de l'appareil de corrosion par brouillard salin. ︎↩︎ 10. Essai de corrosion au dioxyde de soufre ISO 22479 pour les atmosphères industrielles. ︎↩︎