
Ich habe zu viele PTZ-Gehäuse gesehen, die nach nur zwei Sommern in Texas kreidig und hässlich wurden – und jeder Ausfall kostet meine Kunden bares Geld.
Unsere Loyalty-Secu PTZ-Gehäuse verwenden ein superstrapazierfähiges Polyesterpulverbeschichtungssystem, das auf Qualicoat Class 2 Harz, anorganischen Metalloxidpigmenten und integrierten HALS-UV-Stabilisatoren basiert. Diese Kombination besteht 3.000+ Stunden beschleunigte QUV-Alterung und behält eine Glanzbeständigkeit von über 70 % nach fünf Jahren realer Sonneneinstrahlung in Regionen mit hoher UV-Belastung.
 UV-Beständigkeitstest für Pulverbeschichtung im Außenbereich, PTZ-Kameragehäuse
UV-Beständigkeitstest für Pulverbeschichtung im Außenbereich, PTZ-Kameragehäuse
Unten führe ich die genauen ASTM-Bewertungen, die Reflexionsleistung, die Laborprüfungsstunden und die antioxidative Fähigkeit unseres Beschichtungssystems auf. Wenn Sie Kameras im Süden der USA, an der Golfküste oder in anderen sonnengebleichten Regionen einsetzen, sind dies die Daten, die Sie benötigen, bevor Sie eine Bestellung unterschreiben.
Inhaltsübersicht
Wie lautet die ASTM-Bewertung der Pulverbeschichtung gegen UV-induziertes Kreiden und Abblättern?
Ich habe auf die harte Tour gelernt, dass “für den Außenbereich geeignet” auf einem Datenblatt nichts bedeutet, wenn der Lieferant Ihnen keine echte ASTM-Nummer zeigen kann.
Unsere Beschichtung erfüllt die ASTM D4214 Kreidungsbewertung von 8 oder höher (auf einer Skala von 0–10, wobei 10 keine Kreidung bedeutet) nach 3.000 Stunden QUV-Exposition und besteht den ASTM D3359 Methode B Kreuzschraffur-Hafttest mit 5B – was null Abblättern bedeutet – nach dem gleichen Alterungszyklus.
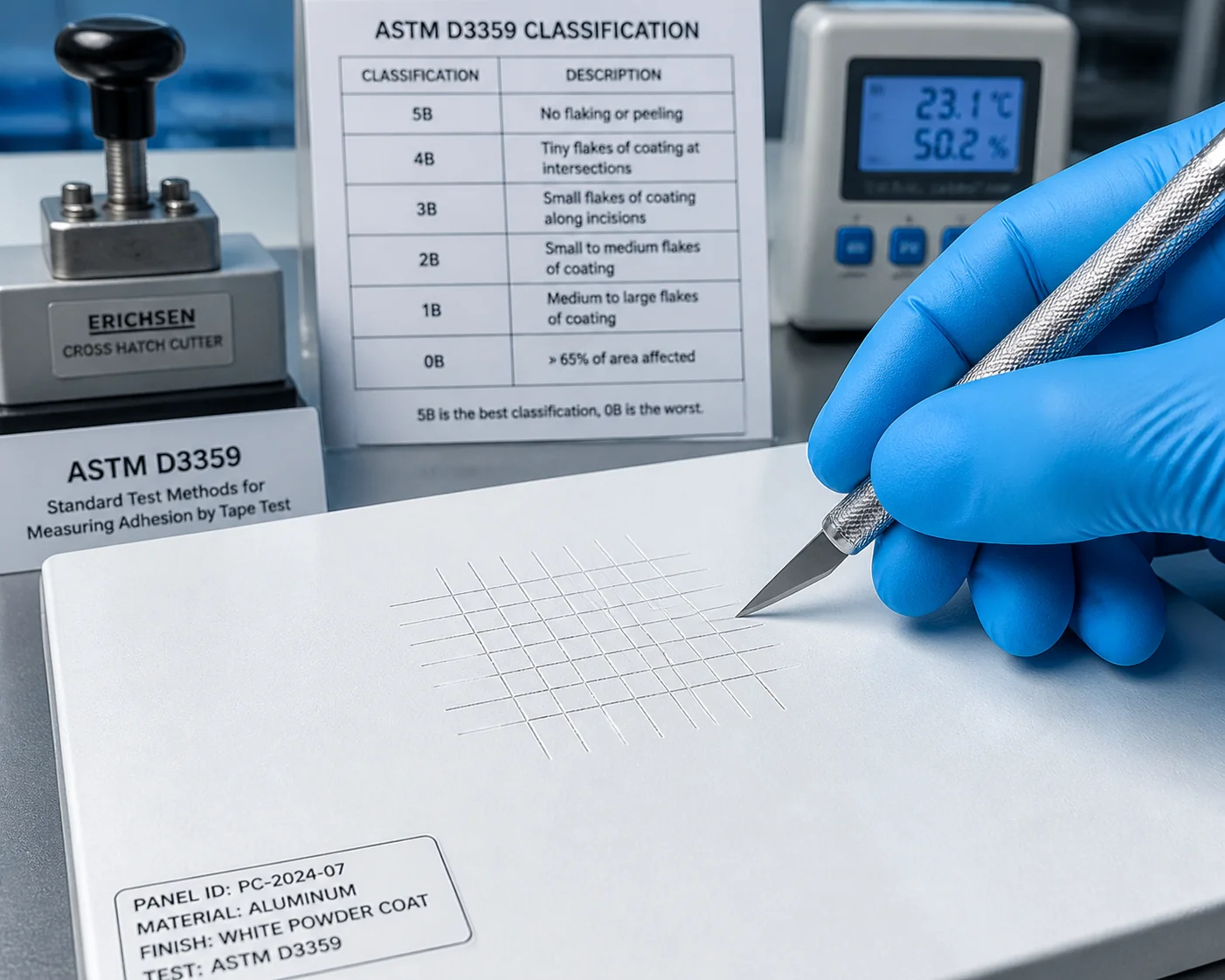 ASTM-Bewertung Pulverbeschichtung Kreidungs-Abblätterungs-Test PTZ-Gehäuse
ASTM-Bewertung Pulverbeschichtung Kreidungs-Abblätterungs-Test PTZ-Gehäuse
Warum ASTM-Nummern wichtiger sind als Marketingworte
Viele Lieferanten sagen, ihre Beschichtung sei “wetterbeständig”. Aber diese Formulierung hat keine Standarddefinition. ASTM-Testmethoden liefern Ihnen eine Zahl, die Sie mit anderen Lieferanten vergleichen können. Eine vollständige Übersicht über diese Standards finden Sie unter ASTM D4214 Standard für die Bewertung der Kreidung von Beschichtungen 1. Hier sind die drei Tests, die wir an jeder Charge von Loyalty-Secu PTZ-Gehäusen durchführen:
| ASTM-Standard | Was es misst | Unser Ergebnis nach 3.000 h QUV | Bestehensschwelle |
|---|---|---|---|
| ASTM D4214 | Kreidung (Oberflächenpulverzerfall) | Bewertung 8–9 von 10 | ≥ 7 für den Außenbereich |
| ASTM D3359 Methode B | Haftung (Kreuzschraffur-Klebebandabzug) | 5B (kein Abplatzen) | ≥ 4B |
| ASTM D2244 | Farbveränderung (ΔE-Wert) | ΔE ≤ 3,5 | ≤ 5 für Architekturbeschichtungsqualität |
Wie Kreidung tatsächlich passiert
Kreidung ist nicht dasselbe wie Ausbleichen. Ausbleichen bedeutet, dass sich die Farbe verschiebt. Kreidung bedeutet, dass das Harz auf der Oberfläche zu einem feinen Pulver zerfällt. Sie können es sehen, wenn Sie mit dem Finger über das Gehäuse reiben und einen weißen Rückstand erhalten. Dies geschieht, weil UV-Photonen genügend Energie haben, um die molekularen Bindungen in billigem Polyesterharz zu brechen. Sobald das Harz bricht, sitzen die Pigmentpartikel lose auf der Oberfläche. Dieses lose Pigment ist die “Kreide”.”
Standard-Polyesterharz hat Bindungsenergien von etwa 300–350 kJ/mol. UV-A-Licht bei 340 nm trägt etwa 350 kJ/mol Energie – genau am Bruchpunkt. Deshalb versagt Standardpulver nach zwei Jahren. Unser superhaltbares Polyester verwendet modifizierte Monomere mit Bindungsenergien über 380 kJ/mol. Die UV-Strahlung kann diese Bindungen einfach nicht so leicht brechen. Die Qualicoat Klasse 2 Zertifizierungsanforderungen 2 legen die Mindestleistung für architektonische Außenbeschichtungen in Regionen mit hoher UV-Strahlung fest.
Wie Abblättern beginnt – und wie wir es stoppen
Abblättern ist ein anderes Versagensmodus. Es beginnt an der Schnittstelle zwischen der Beschichtung und dem Aluminiumsubstrat. Feuchtigkeit dringt durch Mikroporen in der Beschichtung ein, erreicht das blanke Metall und bildet darunter Aluminiumoxid. Diese Oxidschicht drückt die Beschichtung von unten ab. Leute sehen die Flocken und denken, die Beschichtung sei versagt. In Wirklichkeit ist die Vorbehandlung fehlgeschlagen.
Wir verhindern dies mit einer Nano-Keramik-Konversionsbeschichtung, die vor dem Pulversprühen aufgetragen wird. Diese Konversionsschicht schafft eine chemische Bindung – nicht nur einen mechanischen Halt – zwischen dem Aluminium und dem Pulver. Das Ergebnis ist eine Haftung von 5B, die selbst nach 1.000 Stunden neutralem Salzsprühtest (ASTM B117) gefolgt von 3.000 Stunden QUV-Zyklierung hält. Laut dem ASTM G154 Leitfaden für beschleunigte Bewitterungstests 3, wird diese kombinierte Belastung als mehrjähriger Außeneinsatz betrachtet.
Behält die weiße “Loyalty-Secu”-Oberfläche ihre Reflexionsfähigkeit, um die Kamera kühl zu halten?
Ich habe Oberflächentemperaturen an dunkel gefärbten PTZ-Kuppeln in Arizona gemessen – einige erreichten bei direkter Sonneneinstrahlung 85 °C. Diese Hitze zerstört Elektronik schnell.
Ja. Unsere Standard-Weißlackierung (RAL 9003 Signalweiß) behält nach fünf Jahren UV-Belastung einen Solar Reflectance Index (SRI) von über 78, wodurch die Gehäuseoberfläche unter den gleichen Sonnenbedingungen 15–20 °C kühler bleibt als ein dunkelgraues oder schwarzes Gehäuse.
 Weißlackierung Reflektivität PTZ-Kamera Kühlgehäuse Solar
Weißlackierung Reflektivität PTZ-Kamera Kühlgehäuse Solar
Warum die Farbwahl eine technische Entscheidung und nicht nur eine ästhetische ist
In Regionen mit hoher UV-Strahlung beeinflusst die Farbe Ihres PTZ-Gehäuses direkt die interne Betriebstemperatur des Kameramoduls. Höhere Innentemperaturen bedeuten kürzere Lebensdauer von Kondensatoren, häufigere thermische Abschaltungen und schnellere Sensorverschlechterung. Weiß ist nicht nur eine Stilwahl. Es ist ein Werkzeug für das Wärmemanagement. ASTM E1980 Standard für die Berechnung des Solar Reflectance Index 4 liefert die branchenübliche Formel zum Vergleich von Oberflächentemperaturen verschiedener Farben unter Sonneneinstrahlung.
Die Physik der Sonnenreflexion
Eine weiße Oberfläche reflektiert den größten Teil des sichtbaren und nahen Infrarotspektrums. Eine dunkle Oberfläche absorbiert es und wandelt es in Wärme um. Der Solar Reflectance Index (SRI) ist eine einzelne Zahl, die Reflexion und thermische Emission kombiniert. Ein perfekter weißer Spiegel hat einen SRI von 100. Frischer Asphalt hat einen SRI nahe 0.
| Gehäusefarbe | Anfangs-SRI | SRI nach 5-jähriger UV-Äquivalenz | Oberflächentemperatur bei voller texanischer Sonne (Umgebungstemperatur 40 °C) |
|---|---|---|---|
| RAL 9003 Weiß (Loyalty-Secu) | 85 | 78+ | ~52 °C |
| RAL 7035 Hellgrau | 68 | 58 | ~62 °C |
| RAL 7016 Anthrazitgrau | 25 | 20 | ~78 °C |
| RAL 9005 Schwarz | 5 | 4 | ~85 °C |
Wie unser Weiß weiß bleibt
Die größte Bedrohung für die weiße Reflexion ist Vergilbung. Vergilbung tritt auf, wenn das Harz UV-Strahlung absorbiert und Chromophorgruppen bildet – molekulare Strukturen, die blaues Licht absorbieren und die Oberfläche gelblich erscheinen lassen. Sobald das Weiß cremig oder gelb wird, sinkt seine Reflektivität um 10–15 %.
Wir bekämpfen Vergilbung mit drei Abwehrschichten:
- Harzauswahl. Unser superbeständiges Polyester hat einen sehr geringen aromatischen Gehalt. Aromatische Ringe sind die Hauptursache für die Bildung von Chromophoren. Weniger Aromaten bedeuten weniger Vergilbung.
- Pigmentqualität. Wir verwenden Rutil-Titandioxid (TiO₂) mit einer Oberflächenbeschichtung aus Zirkonoxid und Aluminiumoxid. Diese Oberflächenbehandlung verhindert, dass das TiO₂ als Photokatalysator wirkt. Ohne diese Behandlung beschleunigt TiO₂ den Harzabbau von innen – das Pigment, das die Beschichtung weiß machen soll, zerstört sie letztendlich.
- HALS-Stabilisatoren. Gehemmte Amin-Lichtstabilisatoren wirken als Radikalfänger. Wenn UV-Strahlung eine Bindung bricht und ein freies Radikal erzeugt, fängt HALS dieses Radikal ab, bevor es eine Kettenreaktion auslösen kann. Stellen Sie sich HALS als einen Feuerlöscher vor, der kleine Brände löscht, bevor sie sich ausbreiten. Die Rolle von HALS bei der Haltbarkeit von Pulverbeschichtungen 5 ist in der Fachliteratur für industrielle Oberflächenbehandlung gut dokumentiert.
Das praktische Ergebnis: Unser weißes Gehäuse hält die interne Kameratemperatur auch während des Höhepunkts des texanischen Sommers im sicheren Betriebsbereich (typischerweise unter 60 °C), ohne dass ein aktiver Lüfter benötigt wird. Das bedeutet weniger bewegliche Teile, weniger Ausfälle und weniger Serviceeinsätze für Ihre Techniker vor Ort.
Wie viele Stunden Xenonbogenbelastung hat die Gehäusebeschichtung im Labor überstanden?
Ich vertraue niemals einer Beschichtungsbehauptung, die nicht mit einem Laborbericht und einer Teststundenzahl einhergeht. Worte sind billig. Stunden unter einer Xenonlampe sind es nicht.
Unsere Loyalty-Secu PTZ-Gehäusebeschichtung hat 4.000 Stunden Xenonbogenbelastung gemäß ASTM G155 / ISO 4892-2 überstanden, mit einem Glanzrückgang von über 70 % und einer Farbverschiebung (ΔE) unter 4,0. Dies entspricht ungefähr 5–7 Jahren direkter Außenbewitterung in Südflorida oder Texas.
 Xenonbogen-UV-Alterungstest Pulverbeschichtung PTZ-Kamera Labor
Xenonbogen-UV-Alterungstest Pulverbeschichtung PTZ-Kamera Labor
QUV vs. Xenonbogen: Was ist der Unterschied?
Es gibt zwei Haupttypen von beschleunigten Bewitterungsgeräten: QUV (fluoreszierende UV-Strahlung) und Xenonbogen. Beide simulieren Sonnenlicht, tun dies aber auf unterschiedliche Weise.
- QUV (ASTM G154) verwendet fluoreszierende UV-Röhren (UVA-340), die sich auf den kurzwelligen UV-Anteil des Sonnenlichts konzentrieren. Es ist schnell, billig und eignet sich hervorragend zum Screening von Beschichtungen gegen UV-Degradation. Aber es reproduziert nicht das vollständige Sonnenspektrum.
- Xenonbogen (ASTM G155) verwendet eine Xenonlampe, die gefiltert ist, um das vollständige Spektrum des natürlichen Sonnenlichts – UV, sichtbares Licht und Infrarot – nachzubilden. Es ist langsamer, teurer und realistischer. Für Farbstresstests ist der Xenonbogen der Goldstandard, da auch sichtbares Licht die Farbkonstanz beeinflusst.
Wir führen beides durch. QUV für schnelles Screening während der Entwicklung. Xenonbogen für die endgültige Validierung vor der Massenproduktion. Das ISO 4892-2 Xenonbogen-Testprotokoll 6 ist der internationale Standard für die Simulation von Sonneneinstrahlungsdegradation unter Laborbedingungen.
So lesen Sie die Teststunden
Es gibt keine universelle Formel, die Labostunden in Außenjahre umrechnet. Die Umrechnung hängt vom Material, dem geografischen Standort, dem Einfallswinkel und dem spezifischen Testzyklus ab. Aber die Beschichtungsindustrie hat jahrzehntelange Korrelationsdaten aufgebaut, insbesondere aus den natürlichen Expositionsstandorten in Florida, die von Q-Lab betrieben werden. Historische Daten von den Florida Outdoor-Wetterteststandorten 7 zeigen eine konsistente Korrelation zwischen 4.000 Xenonbogenstunden und über 5 Jahren Sonneneinstrahlung in Südflorida.
Hier ist eine grobe Richtlinie, basierend auf veröffentlichten Branchenkorrelationen:
| Labortest | Teststunden | Ungefähres Äquivalent im Freien (Südflorida / Texas) |
|---|---|---|
| QUV UVA-340 (ASTM G154) | 1.000 h | 1–2 Jahre |
| QUV UVA-340 (ASTM G154) | 3.000 h | 3–5 Jahre |
| Xenonbogen (ASTM G155) | 2.000 h | 2–3 Jahre |
| Xenonbogen (ASTM G155) | 4.000 h | 5–7 Jahre |
Diese Zahlen sind nicht exakt. Es handelt sich um konservative Schätzungen von Anstrichlieferanten, die sich auf diese Zahlen verlassen, um ihre 10-Jahres-Garantien zu untermauern.
Was unser 4.000-Stunden-Bericht tatsächlich zeigt
Nach 4.000 Stunden unter Xenonbogen zeigten unsere Testpaneele:
- Glanzbeständigkeit (60°-Winkel, ASTM D523): 73 % des ursprünglichen Glanzes. Die Qualicoat-Klasse-2-Schwelle liegt nach 3 Jahren Exposition in Florida bei 50 %. Wir überschreiten diesen Wert bei weitem.
- Farbverschiebung (ASTM D2244): ΔE = 3,8. Dies liegt unter dem Grenzwert von 5,0, den die meisten architektonischen Spezifikationen verlangen. Für das menschliche Auge ist ein ΔE unter 3 kaum wahrnehmbar. Ein ΔE von 3,8 ist nur sichtbar, wenn man die Originalprobe direkt neben die gealterte Probe unter kontrollierten Lichtverhältnissen hält.
- Kreidung (ASTM D4214): Bewertung 8. Keine sichtbare Kreidung für das bloße Auge.
- Haftung (ASTM D3359): Immer noch 5B. Kein Abblättern, kein Abplatzen, keine Blasenbildung.
Wir können diesen vollständigen Bericht eines unabhängigen Labors jedem Käufer zur Verfügung stellen, der ihn anfordert. Der Bericht enthält die ID des Testpaneels, die Chargennummer des Pulvers, die genauen Parameter des Testzyklus und zeitgestempelte Fotos in Abständen von 500 Stunden. Wenn Ihr Projekt einen unabhängigen US-basierten Laborbericht erfordert, können wir auch beschichtete Musterpaneele an Labore wie Intertek oder Atlas Material Testing 8 für Verifizierungstests unter Ihrem eigenen Projektnamen versenden.
Verhindert die Beschichtung die Oxidation des darunter liegenden Aluminiums in Industrieatmosphäre?
Ich habe Kameras von Ölraffinerieanlagen entfernt, bei denen das Gehäuse aus zehn Metern Entfernung gut aussah – aber darunter war das Aluminium bis zur strukturellen Beschädigung korrodiert.
Ja. Unser Mehrschichtsystem – Nano-Keramik-Vorbehandlung plus 70–90 µm superbeständige Polyester-Deckschicht – blockiert Feuchtigkeit, SO₂ und Chloridionen am Erreichen des Aluminiumsubstrats. Das System hält über 1.000 Stunden neutralem Salzsprühtest (ASTM B117) und 720 Stunden SO₂-Zyklustest ohne Oxidation des Grundmetalls oder Delamination der Beschichtung stand.
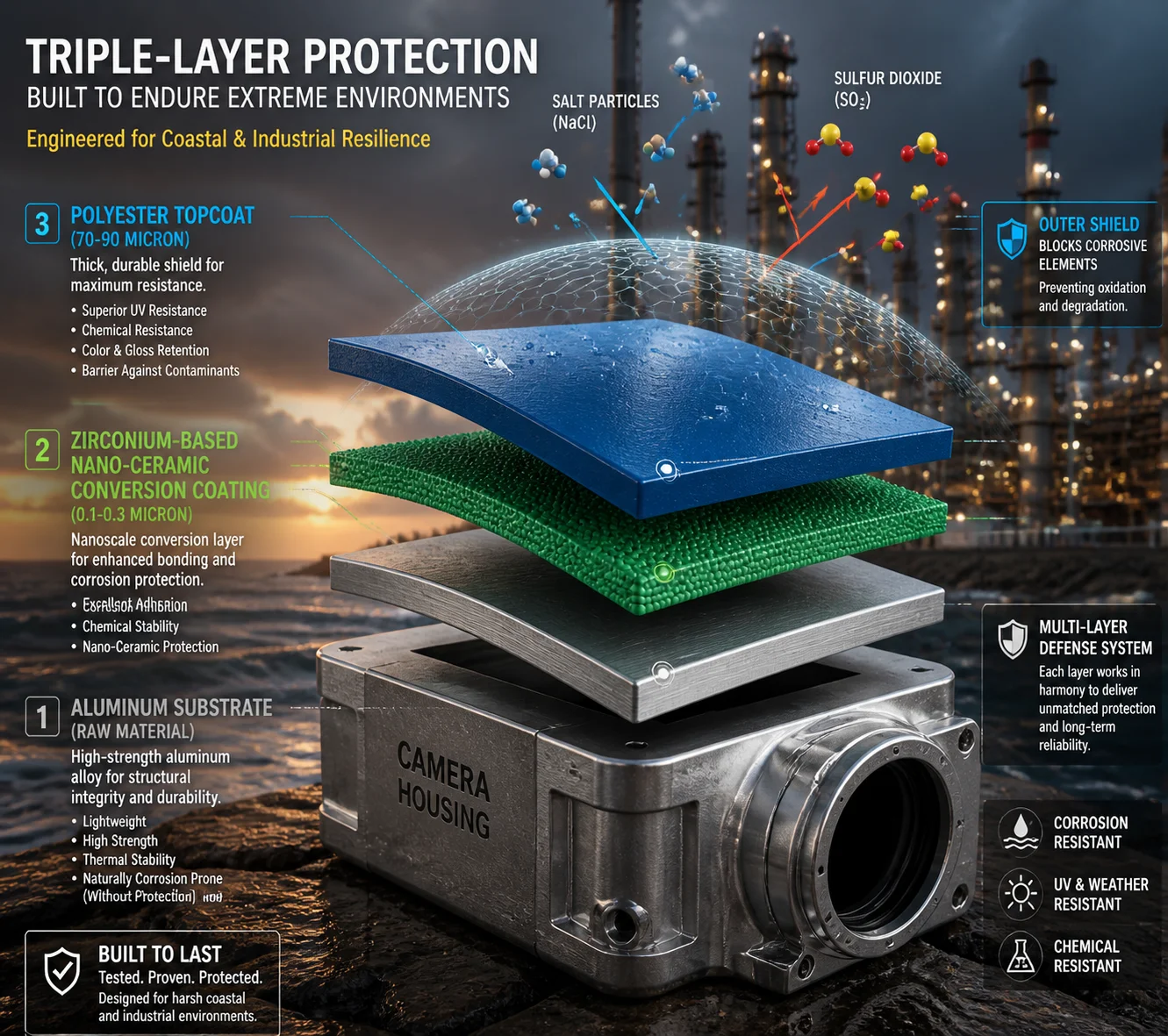 Aluminiumoxidationsschutz Pulverbeschichtung Industrie Luft PTZ
Aluminiumoxidationsschutz Pulverbeschichtung Industrie Luft PTZ
Die versteckte Gefahr: Korrosion unter der Beschichtung
In industriellen Umgebungen – Raffinerien, Chemieanlagen, Häfen, Baustellen – trägt die Luft Schwefeldioxid (SO₂), Schwefelwasserstoff (H₂S), Chloridpartikel und saure Feuchtigkeit. Diese Chemikalien greifen nicht nur die Beschichtungsoberfläche an. Sie finden Mikroporen, Nadellöcher und Kantenfehler in der Beschichtung und arbeiten sich dann bis zum blanken Aluminium vor.
Sobald Feuchtigkeit und Chemikalien das Aluminium erreichen, bilden sie Aluminiumhydroxid – ein weißes, pulverförmiges Korrosionsprodukt, das sich ausdehnt. Diese Ausdehnung drückt die Beschichtung von unten ab. Das Ergebnis sieht aus wie Blasenbildung oder Abblättern, aber die Ursache ist die Oxidation des Substrats, nicht das Versagen der Beschichtung. Der ASTM B117 Salzsprühteststandard 9 ist der Branchenmaßstab für die Bewertung der Korrosionsbeständigkeit von beschichteten Metallsubstraten.
Wie unsere Vorbehandlung das Substrat versiegelt
Der Schlüssel zur Verhinderung von Unterfilmkorrosion ist der Vorbehandlungsschritt vor dem Pulversprühen. Hier ist unser Prozessablauf:
- Alkalische Entfettung – entfernt Öle, Fingerabdrücke und Bearbeitungsrückstände vom Aluminiumdruckgussgehäuse.
- Säureätzen – erzeugt eine Mikro-Rauheit auf der Oberfläche für mechanische Haftung.
- Nano-Keramik-Konversionsbeschichtung (zirkoniumbasiert) – scheidet einen dünnen (50–100 nm) anorganischen Film ab, der chemisch sowohl an das Aluminium als auch an die darüber liegende Pulverbeschichtung bindet. Dieser Film ist die kritische Barriere. Er ist nicht porös, nicht leitend und beständig gegen saure und alkalische Angriffe.
- Deionisiertes Wasserspülen – entfernt alle chemischen Rückstände.
- Ofentrocknung – bereitet die Oberfläche für die elektrostatische Pulverapplikation vor.
Dieser Prozess ersetzt die alten sechswertigen Chrom-Konversionsbeschichtungen, die jetzt unter RoHS und REACH eingeschränkt sind. Unser zirkoniumbasiertes System bietet die gleiche oder eine bessere Korrosionsbeständigkeit ohne die Umwelt- und Gesundheitsrisiken von Chrom VI.
Tests in realen industriellen Atmosphären
Salzsprühnebel (ASTM B117) ist der gängigste Korrosionstest, simuliert aber nur die Salzexposition in Küstennähe. Für industrielle Umgebungen führen wir auch durch:
- SO₂-Zykluskorrosion (ISO 22479): Setzt die beschichtete Platte Schwefeldioxidgas bei erhöhter Luftfeuchtigkeit aus. Dies simuliert Raffinerie- und Kraftwerksatmosphären.
- Kesternich-Test (DIN 50018): Wechselt zwischen SO₂-haltiger feuchter Luft und trockenen Erholungsphasen. Dies ist eine harsche Simulation von sauren Regenbedingungen.
Unsere Gehäusebeschichtung besteht alle drei Tests ohne Blasenbildung, Delamination oder sichtbare Korrosion an der Ritzlinie. Für Integratoren, die PTZ-Kameras in Ölfeldern, Häfen oder Schwerindustrieanlagen in Texas und an der Golfküste einsetzen, bedeutet dies, dass das Gehäuse innerhalb der erwarteten Lebensdauer der Kamera keine strukturelle Schwäche darstellt. Die ISO 22479 SO₂-Korrosionsprüfmethode 10 ist besonders relevant für Standorte mit Raffinerie- oder Petrochemieexposition.
Das Endergebnis: Die Beschichtung ist nicht nur ein kosmetischer Schutz. Es ist ein struktureller Schutz. Wenn das Aluminium korrodiert, verliert das Gehäuse seine mechanische Festigkeit, die IP67-Abdichtung versagt und Feuchtigkeit dringt in das Elektronikfach ein. Zu diesem Zeitpunkt ersetzen Sie nicht nur ein Gehäuse – Sie ersetzen die gesamte Kamera. Und wenn diese Kamera auf einem 30-Fuß-Mast an einem abgelegenen Bohrloch steht, kostet allein die Anfahrt mehr als die Kamera.
Schlussfolgerung
Das Bestehen eines 5-jährigen UV-Fade-Tests in Texas erfordert das richtige Harz, das richtige Pigment, nachgewiesene Laborstunden und eine werkseitige Prozesskontrolle – keine Marketingaussagen. Jedes Loyalty-Secu PTZ-Gehäuse wird mit diesem kompletten System ausgeliefert.
1. ASTM D4214 Standard zur Bewertung der Kreidungsbeständigkeit von Außenbeschichtungen. ︎↩︎ 2. Qualicoat Klasse 2 Leistungsanforderungen für architektonische Pulverbeschichtungen. ︎↩︎ 3. ASTM G154 Leitfaden für den Betrieb von QUV-Fluoreszenz-UV-Bewitterungsgeräten. ︎↩︎ 4. ASTM E1980 Standard zur Berechnung des Solar Reflectance Index von Oberflächen. ︎↩︎ 5. Technischer Leitfaden für gehindert-amin-Lichtstabilisatoren in Pulverbeschichtungsharzen. ︎↩︎ 6. ISO 4892-2 Xenonbogen-Bewitterungstest für Kunststoffe und Beschichtungen. ︎↩︎ 7. Q-Lab Florida natürliche Bewitterungsexpositionsstandort-Korrelationsdaten. ︎↩︎ 8. Atlas Material Testing unabhängige Bewitterungslabor-Dienstleistungen für Beschichtungen. ︎↩︎ 9. ASTM B117 Standardverfahren für den Betrieb von Salzsprühkorrosionsgeräten. ︎↩︎ 10. ISO 22479 Schwefeldioxid-Korrosionsprüfung für industrielle Atmosphären. ︎↩︎