
Já vi muitas carcaças PTZ ficarem esbranquiçadas e feias após apenas dois verões no Texas — e cada falha custa dinheiro de verdade aos meus clientes.
Nossas carcaças PTZ Loyalty-Secu usam um sistema de poliéster em pó super durável construído com resina Qualicoat Classe 2, pigmentos de óxido metálico inorgânico e estabilizadores UV HALS integrados. Essa combinação passa em mais de 3.000 horas de envelhecimento acelerado QUV e mantém a retenção de brilho acima de 70% após cinco anos de exposição solar real em regiões de alta UV.
 Teste de desbotamento UV em revestimento em pó externo para carcaça de câmera PTZ
Teste de desbotamento UV em revestimento em pó externo para carcaça de câmera PTZ
Abaixo, detalho as classificações exatas da ASTM, o desempenho de refletividade, as horas de teste de laboratório e a capacidade antioxidante de nosso sistema de revestimento. Se você implanta câmeras no sul dos EUA, na Costa do Golfo ou em qualquer região exposta ao sol, estes são os dados que você precisa antes de assinar uma ordem de compra.
Índice
Qual é a Classificação ASTM do Revestimento em Pó Contra Descascamento e Esmagamento Induzidos por UV?
Aprendi da maneira mais difícil que “classificação externa” em uma folha de dados não significa nada se o fornecedor não puder mostrar um número real da ASTM.
Nosso revestimento atende à classificação de esmagamento ASTM D4214 de 8 ou superior (em uma escala de 0 a 10, onde 10 é sem esmagamento) após 3.000 horas de exposição QUV, e passa no teste de adesão por corte cruzado ASTM D3359 Método B em 5B — significando zero descascamento — após o mesmo ciclo de envelhecimento.
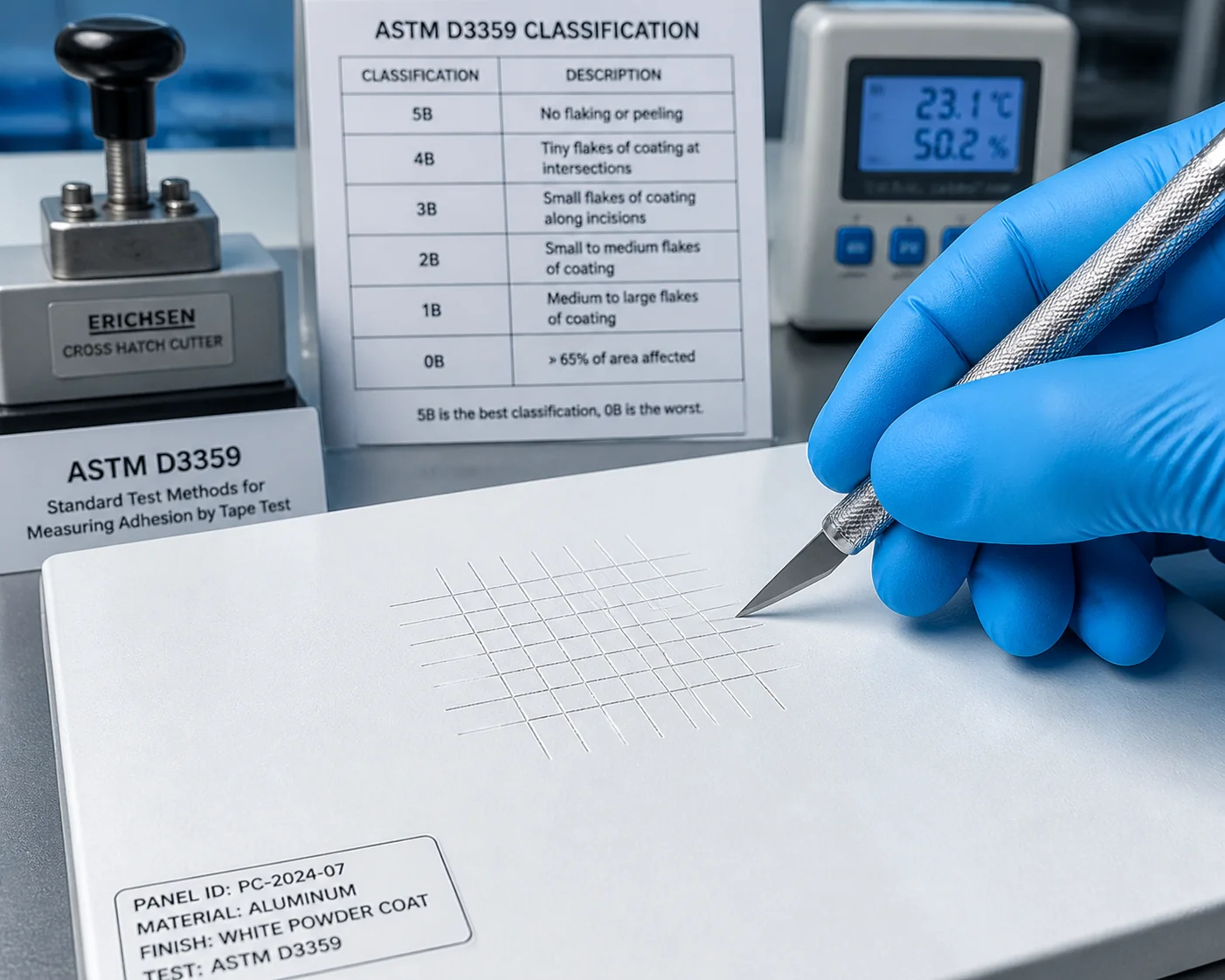 Classificação ASTM teste de esmagamento descascamento revestimento em pó carcaça PTZ
Classificação ASTM teste de esmagamento descascamento revestimento em pó carcaça PTZ
Por Que os Números da ASTM São Mais Importantes do Que Palavras de Marketing
Muitos fornecedores dizem que seu revestimento é “resistente às intempéries”. Mas essa frase não tem uma definição padrão. Os métodos de teste da ASTM fornecem um número que você pode comparar entre fornecedores. Para uma visão geral completa desses padrões, consulte o Padrão ASTM D4214 para avaliação de esmagamento de revestimentos 1. Aqui estão os três testes que realizamos em cada lote de carcaças PTZ Loyalty-Secu:
| Padrão ASTM | O Que Ele Mede | Nosso Resultado Após 3.000 h QUV | Limite de Aprovação |
|---|---|---|---|
| ASTM D4214 | Calcinação (decomposição superficial em pó) | Classificação 8–9 de 10 | ≥ 7 para uso externo |
| ASTM D3359 Método B | Aderência (teste de fita de corte cruzado) | 5B (sem lascamento) | ≥ 4B |
| ASTM D2244 | Mudança de cor (valor ΔE) | ΔE ≤ 3.5 | ≤ 5 para grau arquitetônico |
Como a Calcinação Realmente Acontece
A calcinação não é o mesmo que desbotamento. Desbotamento significa que a cor muda. Calcinação significa que a resina na superfície se decompõe em um pó fino. Você pode vê-la quando esfrega o dedo na carcaça e obtém um resíduo branco. Isso acontece porque os fótons UV têm energia suficiente para quebrar as ligações moleculares em resina de poliéster barata. Uma vez que a resina quebra, as partículas de pigmento ficam soltas na superfície. Esse pigmento solto é o “giz”.”
A resina de poliéster padrão tem energias de ligação em torno de 300–350 kJ/mol. A luz UV-A a 340 nm carrega cerca de 350 kJ/mol de energia — bem no ponto de ruptura. É por isso que o pó padrão falha em dois anos. Nosso poliéster super durável usa monômeros modificados com energias de ligação acima de 380 kJ/mol. O UV simplesmente não consegue quebrar essas ligações com tanta facilidade. O Requisitos de certificação Qualicoat Classe 2 2 descrevem o desempenho mínimo para revestimentos arquitetônicos externos em regiões de alta UV.
Como o Descascamento Começa — e Como Nós o Impedimos
O descascamento é um modo de falha diferente. Começa na interface entre o revestimento e o substrato de alumínio. A umidade penetra através de microporos no revestimento, atinge o metal nu e forma óxido de alumínio por baixo. Essa camada de óxido empurra o revestimento para fora de baixo. As pessoas veem as lascas e pensam que o revestimento falhou. Na realidade, o pré-tratamento falhou.
Impedimos isso com um revestimento de conversão nano-cerâmico aplicado antes da pulverização do pó. Essa camada de conversão cria uma ligação química — não apenas uma aderência mecânica — entre o alumínio e o pó. O resultado é uma aderência 5B que se mantém mesmo após 1.000 horas de névoa salina neutra (ASTM B117) seguidas por 3.000 horas de ciclos QUV. De acordo com o Guia de teste de intemperismo acelerado ASTM G154 3, essa exposição combinada é considerada equivalente a vários anos de serviço ao ar livre.
O Acabamento Branco “Loyalty-Secu” Retém Sua Refletividade Para Ajudar a Manter a Câmera Fria?
Medí temperaturas de superfície em domos PTZ de cor escura no Arizona — alguns atingiram 85 °C sob sol direto. Esse calor destrói eletrônicos rapidamente.
Sim. Nosso acabamento branco padrão (RAL 9003 branco sinal) mantém um índice de refletância solar (SRI) acima de 78 após cinco anos de exposição UV, o que mantém a superfície da carcaça 15–20 °C mais fria do que uma carcaça cinza escura ou preta sob as mesmas condições de sol.
 Refletividade do acabamento branco Câmera PTZ carcaça fria solar
Refletividade do acabamento branco Câmera PTZ carcaça fria solar
Por que a Escolha da Cor é uma Decisão de Engenharia, Não Apenas Estética
Em regiões com alta UV, a cor da sua carcaça PTZ afeta diretamente a temperatura operacional interna do módulo da câmera. Temperatura interna mais alta significa vida útil mais curta do capacitor, desligamentos térmicos mais frequentes e degradação mais rápida do sensor. O branco não é apenas uma escolha de estilo. É uma ferramenta de gerenciamento térmico. O Norma ASTM E1980 para cálculo do Índice de Refletância Solar 4 fornece a fórmula da indústria para comparar temperaturas de superfície de cores diferentes sob luz solar.
A Física da Refletância Solar
Uma superfície branca reflete a maior parte do espectro visível e infravermelho próximo. Uma superfície escura o absorve e o converte em calor. O Índice de Refletância Solar (SRI) é um único número que combina refletância e emissividade térmica. Um espelho branco perfeito tem um SRI de 100. Asfalto fresco tem um SRI próximo de 0.
| Cor da Carcaça | SRI Inicial | SRI Após Equivalente UV de 5 Anos | Temp. Superfície em Sol Pleno do Texas (ambiente 40 °C) |
|---|---|---|---|
| RAL 9003 Branco (Loyalty-Secu) | 85 | 78+ | ~52 °C |
| RAL 7035 Cinza Claro | 68 | 58 | ~62 °C |
| RAL 7016 Cinza Antracite | 25 | 20 | ~78 °C |
| RAL 9005 Preto | 5 | 4 | ~85 °C |
Como Nosso Branco Permanece Branco
A maior ameaça à refletividade branca é o amarelamento. O amarelamento ocorre quando a resina absorve UV e forma grupos cromóforos — estruturas moleculares que absorvem luz azul e fazem a superfície parecer amarela. Uma vez que o branco se torna creme ou amarelo, sua refletância cai 10–15%.
Combatemos o amarelamento com três camadas de defesa:
- Seleção de resina. Nosso poliéster superdurável tem baixíssimo teor de aromáticos. Anéis aromáticos são a principal fonte de formação de cromóforos. Menos aromáticos significam menos amarelamento.
- Qualidade do pigmento. Usamos dióxido de titânio (TiO₂) de grau rutilo com revestimento superficial de zircônia e alumina. Este tratamento superficial impede que o TiO₂ atue como um fotocatalisador. Sem esse tratamento, o TiO₂ na verdade acelera a degradação da resina por dentro — o próprio pigmento destinado a tornar o revestimento branco acaba destruindo-o.
- Estabilizadores HALS. Estabilizadores de luz de amina impedida (HALS) funcionam como sequestradores de radicais livres. Quando o UV consegue quebrar uma ligação e criar um radical livre, o HALS captura esse radical antes que ele possa iniciar uma reação em cadeia. Pense nos HALS como um extintor de incêndio que apaga pequenos focos antes que se espalhem. O papel dos HALS na durabilidade do revestimento em pó 5 é bem documentado na literatura de acabamento industrial.
O resultado prático: nossa carcaça branca mantém a temperatura interna da câmera dentro da faixa operacional segura (geralmente abaixo de 60 °C) mesmo durante o pico do verão no Texas, sem a necessidade de um ventilador de resfriamento ativo. Isso significa menos peças móveis, menos falhas e menos visitas de campo para seus técnicos.
Quantas Horas de Exposição a Arco de Xenônio a Carcaça do Revestimento Sobreviveu no Laboratório?
Eu nunca confio em uma alegação de revestimento que não vem com um relatório de laboratório e um número de horas de teste. Palavras são baratas. Horas sob uma lâmpada de xenônio não são.
O revestimento da carcaça PTZ Loyalty-Secu sobreviveu a 4.000 horas de exposição a arco de xenônio conforme ASTM G155 / ISO 4892-2, com retenção de brilho acima de 70% e desvio de cor (ΔE) abaixo de 4,0. Isso é o equivalente a aproximadamente 5–7 anos de exposição direta ao ar livre no sul da Flórida ou no Texas.
 Teste de envelhecimento UV por arco de xenônio, revestimento em pó, câmera PTZ, laboratório
Teste de envelhecimento UV por arco de xenônio, revestimento em pó, câmera PTZ, laboratório
QUV vs. Arco de Xenônio: Qual a Diferença?
Existem dois tipos principais de máquinas de intemperismo acelerado: QUV (UV fluorescente) e arco de xenônio. Ambos simulam a luz solar, mas o fazem de maneiras diferentes.
- QUV (ASTM G154) usa tubos fluorescentes UV (UVA-340) que se concentram na porção UV de ondas curtas da luz solar. É rápido, barato e ótimo para triagem de revestimentos contra degradação UV. Mas não reproduz o espectro solar completo.
- Arco de xenônio (ASTM G155) usa uma lâmpada de xenônio filtrada para corresponder ao espectro completo da luz solar natural — UV, visível e infravermelho. É mais lento, mais caro e mais realista. Para testes de mudança de cor, o arco de xenônio é o padrão ouro porque a luz visível também afeta a estabilidade da cor.
Nós executamos ambos. QUV para triagem rápida durante o desenvolvimento. Arco de xenônio para validação final antes da produção em massa. O protocolo de teste de arco de xenônio ISO 4892-2 6 é o padrão internacional para simular a degradação da luz solar em condições de laboratório.
Como Ler as Horas de Teste
Não há uma fórmula universal que converta horas de laboratório em anos ao ar livre. A conversão depende do material, da localização geográfica, do ângulo de exposição e do ciclo de teste específico. Mas a indústria de revestimentos acumulou décadas de dados de correlação, especialmente dos locais de exposição natural da Flórida administrados pela Q-Lab. Dados históricos dos locais de teste de intemperismo ao ar livre da Flórida 7 mostram correlação consistente entre 4.000 horas de arco de xenônio e mais de 5 anos de sol do sul da Flórida.
Aqui está um guia aproximado com base em correlações publicadas pela indústria:
| Teste de Laboratório | Horas de Teste | Equivalente Aproximado ao Ar Livre (Sul da Flórida / Texas) |
|---|---|---|
| QUV UVA-340 (ASTM G154) | 1.000 h | 1–2 anos |
| QUV UVA-340 (ASTM G154) | 3.000 h | 3–5 anos |
| Arco de Xenônio (ASTM G155) | 2.000 h | 2–3 anos |
| Arco de Xenônio (ASTM G155) | 4.000 h | 5–7 anos |
Estes números não são exatos. São estimativas conservadoras usadas por fornecedores de revestimentos arquitetônicos que baseiam suas garantias de 10 anos nelas.
O que nosso relatório de 4.000 horas realmente mostra
Na marca de 4.000 horas sob arco de xenônio, nossos painéis de teste mostraram:
- Retenção de brilho (ângulo de 60°, ASTM D523): 73% do brilho original. O limite da Classe 2 do Qualicoat é 50% após 3 anos de exposição na Flórida. Excedemos isso por uma grande margem.
- Mudança de cor (ASTM D2244): ΔE = 3,8. Isso está abaixo do limite de 5,0 que a maioria das especificações arquitetônicas exige. Para o olho humano, um ΔE abaixo de 3 é difícil de notar. Um ΔE de 3,8 só é visível se você segurar a amostra original ao lado da amostra envelhecida sob iluminação controlada.
- Calcinação (ASTM D4214): Classificação 8. Sem calcinação visível a olho nu.
- Aderência (ASTM D3359): Ainda 5B. Sem descascamento, sem lascamento, sem bolhas.
Podemos fornecer este relatório completo de laboratório terceirizado a qualquer comprador que o solicite. O relatório inclui o ID do painel de teste, o número do lote do pó, os parâmetros exatos do ciclo de teste e fotos com registro de data e hora em cada intervalo de 500 horas. Se o seu projeto exigir um relatório de laboratório independente baseado nos EUA, também podemos enviar painéis de amostra revestidos para laboratórios como Intertek ou Atlas Material Testing 8 para testes de verificação sob o nome do seu próprio projeto.
O Revestimento Impede a Oxidação do Alumínio Subjacente em Ar Industrial?
Retirei câmeras de locais de refinarias de petróleo onde a carcaça parecia boa a três metros de distância — mas por baixo, o alumínio estava corroído a ponto de falha estrutural.
Sim. Nosso sistema multicamadas — pré-tratamento de nano cerâmica mais revestimento superior de poliéster super durável de 70–90 μm — bloqueia a umidade, SO₂ e íons de cloreto de atingir o substrato de alumínio. O sistema passa em mais de 1.000 horas de névoa salina neutra (ASTM B117) e 720 horas de testes de corrosão cíclica de SO₂ sem oxidação do metal base ou delaminação do revestimento.
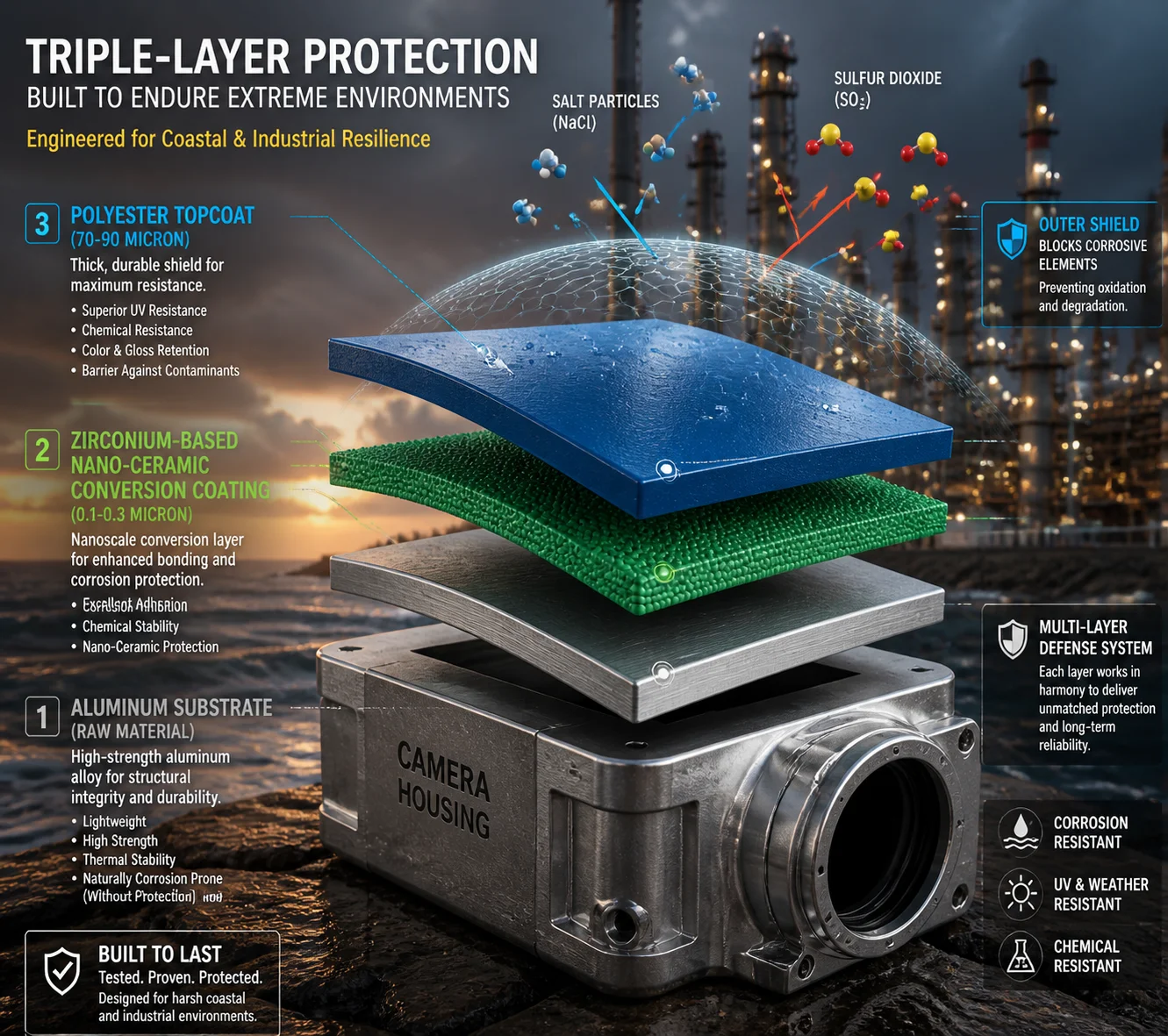 Revestimento em pó para prevenção de oxidação de alumínio, PTZ industrial a ar
Revestimento em pó para prevenção de oxidação de alumínio, PTZ industrial a ar
O Perigo Oculto: Corrosão Sob o Revestimento
Em ambientes industriais — refinarias, plantas químicas, portos, canteiros de obras — o ar transporta dióxido de enxofre (SO₂), sulfeto de hidrogênio (H₂S), partículas de cloreto e umidade ácida. Esses produtos químicos não atacam apenas a superfície do revestimento. Eles encontram microporos, furos de alfinete e defeitos nas bordas do revestimento, e então abrem caminho até o alumínio nu.
Uma vez que a umidade e os produtos químicos atingem o alumínio, eles formam hidróxido de alumínio — um produto de corrosão branco e pulverulento que se expande em volume. Essa expansão empurra o revestimento para fora por baixo. O resultado parece bolhas ou descamação, mas a causa raiz é a oxidação do substrato, não a falha do revestimento. O Padrão de teste de névoa salina ASTM B117 9 é o benchmark da indústria para avaliar a resistência à corrosão de substratos metálicos revestidos.
Como nosso pré-tratamento sela o substrato
A chave para interromper a corrosão sob o filme é a etapa de pré-tratamento antes da pulverização de pó. Aqui está nosso fluxo de processo:
- Desengraxe alcalino — remove óleos, impressões digitais e resíduos de usinagem da carcaça de alumínio fundido sob pressão.
- Decapagem ácida — cria micro-rugosidade na superfície para ligação mecânica.
- Revestimento de conversão nano-cerâmico (à base de zircônio) — deposita um filme inorgânico fino (50–100 nm) que se liga quimicamente tanto ao alumínio quanto ao revestimento em pó acima dele. Este filme é a barreira crítica. É não poroso, não condutor e resistente a ataques ácidos e alcalinos.
- Enxágue com água deionizada — remove todos os produtos químicos residuais.
- Secagem em estufa — prepara a superfície para aplicação eletrostática de pó.
Este processo substitui os antigos revestimentos de conversão de cromo hexavalente que agora são restritos sob RoHS e REACH. Nosso sistema à base de zircônio atende à mesma resistência à corrosão ou melhor, sem os riscos ambientais e de saúde do cromo VI.
Testes de atmosfera industrial em tempo real
O spray de sal (ASTM B117) é o teste de corrosão mais comum, mas simula apenas a exposição salina costeira. Para ambientes industriais, também realizamos:
- Corrosão cíclica de SO₂ (ISO 22479): Expõe o painel revestido a gás dióxido de enxofre em alta umidade. Isso simula atmosferas de refinarias e usinas de energia.
- Teste de Kesternich (DIN 50018): Alterna entre ar úmido carregado de SO₂ e períodos de recuperação seca. Esta é uma simulação rigorosa das condições de chuva ácida.
O revestimento da nossa carcaça passa em todos os três testes sem bolhas, delaminação ou corrosão visível na linha de risco. Para integradores que implantam câmeras PTZ em campos de petróleo, portos ou locais industriais pesados no Texas e na Costa do Golfo, isso significa que a carcaça não se tornará uma responsabilidade estrutural dentro da vida útil esperada da câmera. O método de teste de corrosão SO₂ ISO 22479 10 é particularmente relevante para locais com exposição a refinarias ou petroquímicos.
O resultado final: o revestimento não é apenas proteção cosmética. É proteção estrutural. Se o alumínio corroer, a carcaça perde resistência mecânica, o selo IP67 falha e a umidade entra no compartimento eletrônico. Nesse ponto, você não está apenas substituindo uma carcaça — você está substituindo a câmera inteira. E se essa câmera estiver em um poste de 9 metros em um local de poço remoto, apenas o deslocamento do caminhão custa mais do que a câmera.
Conclusão
Passar em um teste de desbotamento UV de 5 anos no Texas requer a resina certa, o pigmento certo, horas comprovadas em laboratório e controle de processo de fábrica — não alegações de marketing. Cada carcaça PTZ Loyalty-Secu é enviada com todo esse sistema integrado.
1. Norma ASTM D4214 para avaliação da resistência ao calcinação de revestimentos externos. ︎↩︎ 2. Requisitos de desempenho Qualicoat Classe 2 para revestimentos em pó arquitetônicos. ︎↩︎ 3. Guia ASTM G154 para operação de aparelho de intemperismo UV fluorescente QUV. ︎↩︎ 4. Norma ASTM E1980 para cálculo do Índice de Refletância Solar de superfícies. ︎↩︎ 5. Guia técnico para estabilizadores de luz de amina impedida em resinas de revestimento em pó. ︎↩︎ 6. Teste de intemperismo por arco de xenônio ISO 4892-2 para plásticos e revestimentos. ︎↩︎ 7. Dados de correlação do local de exposição natural ao intemperismo da Flórida Q-Lab. ︎↩︎ 8. Serviços de laboratório de intemperismo independente Atlas Material Testing para revestimentos. ︎↩︎ 9. Norma ASTM B117 para operação de aparelho de corrosão por spray de sal. ︎↩︎ 10. Teste de corrosão por dióxido de enxofre ISO 22479 para atmosferas industriais. ︎↩︎