
J'ai perdu un contrat de 12 000 $ parce qu'une caméra PTZ à double objectif s'est désalignée après trois mois dans la chaleur du Texas. Cet échec m'a tout appris sur l'importance de l'étalonnage en usine.
Les usines parviennent à un alignement des objectifs au niveau de la milliseconde grâce à un processus en quatre étapes : alignement actif robotisé à 6 degrés de liberté au niveau micrométrique lors de l'assemblage, balayage MTF automatisé pour la validation de la netteté, compensation dynamique LUT dans le firmware pour une correction en temps réel, et déclenchement de l'horloge maître pour une synchronisation des images au niveau de la nanoseconde entre les capteurs.
 étalonnage d'usine de caméra PTZ à double objectif alignement
étalonnage d'usine de caméra PTZ à double objectif alignement
Ci-dessous, je détaille chaque étape de cette chaîne d'étalonnage. J'expliquerai le mappage pixel-à-coordonnée, les options de recalibrage à distance, la précision de rotation complète et la prévention de la dérive thermique. Si vous vous approvisionnez en caméras PTZ à double objectif pour des infrastructures critiques, ce sont les détails d'ingénierie qui séparent une unité fiable d'un cauchemar de garantie.
Table des matières
Quel est le processus de mappage “ pixel-à-coordonnée ” utilisé pour synchroniser les deux objectifs pendant la production ?
Lorsque j'ai visité pour la première fois notre laboratoire d'étalonnage, je m'attendais à voir des techniciens avec des tournevis. Au lieu de cela, j'ai vu des robots, des lampes UV et d'énormes cibles en damier. L'ancienne méthode d'alignement manuel est révolue.
Le mappage pixel-à-coordonnée est un processus d'usine où chaque objectif capture une cible d'étalonnage de précision à chaque niveau de zoom. Le logiciel enregistre ensuite le décalage exact en pixels entre les deux axes optiques et stocke ces données sous forme de table de correspondance (LUT) dans le firmware de la caméra pour une correction en temps réel.
 mappage pixel à coordonnée cible d'étalonnage double objectif
mappage pixel à coordonnée cible d'étalonnage double objectif
Comment l'alignement physique se produit-il d'abord
Avant que tout mappage logiciel ne commence, les objectifs doivent être positionnés physiquement avec une extrême précision. Notre usine utilise des bras robotisés à 6 degrés de liberté (6-DOF). Ces robots ajustent le module d'objectif dans six directions : X, Y, Z, inclinaison, roulis et rotation. La précision est au niveau micrométrique.
Voici comment la séquence fonctionne. Le module de caméra est mis sous tension pendant l'assemblage. Une image en direct alimente l'algorithme d'alignement. Le bras robotisé maintient l'objectif au-dessus du capteur tandis que l'adhésif optique se trouve entre eux, encore liquide. L'algorithme analyse une mire de Siemens Star1 en temps réel. Il vérifie la MTF (fonction de transfert de modulation)5 valeur au centre et dans les quatre coins de l'image. Lorsque les cinq zones atteignent une netteté maximale au même instant, une lampe UV s'allume. L'adhésif durcit en environ 200 millisecondes. L'objectif est maintenant verrouillé en place.
L'étape de mappage logiciel
Après l'alignement physique, la caméra fait face à une grande cible d'étalonnage en damier de haute précision. Le système parcourt ensuite toutes les distances focales prises en charge par l'objectif zoom. À chaque étape de zoom, il enregistre les coordonnées pixel où le même point de référence apparaît à la fois dans l'image visible et dans l'image thermique (ou le second objectif visible).
Le résultat est un tableau de valeurs de décalage. Par exemple, à un zoom 10X, le centre de l'image thermique peut être 3 pixels à gauche et 2 pixels en haut par rapport au centre de l'image visible. À Zoom 40X8, ce décalage peut passer à 7 pixels à droite et 1 pixel en bas. Chaque position de zoom obtient sa propre valeur de correction.
Comment la LUT fonctionne en temps réel
Cette table de décalage est la LUT — la table de consultation. Elle est intégrée au firmware de la caméra avant que l'unité ne quitte l'usine. Lorsque vous utilisez la PTZ et changez le niveau de zoom, le processeur lit la position de zoom actuelle, recherche le décalage correspondant et commande au moteur PTZ un micro-ajustement. Cela se produit en quelques millisecondes. Vous ne le voyez jamais. Les deux images restent simplement alignées.
| Étape | Ce qui se passe | Sortie |
|---|---|---|
| Alignement physique | Le robot 6-DOF positionne l'objectif sur le capteur | Précision mécanique au niveau du micron |
| Capture de cible | La caméra capture un damier à tous les niveaux de zoom | Données de décalage brutes par longueur focale |
| Génération de la LUT | L'algorithme calcule (dx, dy) pour chaque étape de zoom | Table de consultation du firmware |
| Correction à l'exécution | Le processeur lit la LUT et ajuste la position du moteur | Compensation en direct au niveau de la milliseconde |
Pourquoi c'est important pour un zoom 40X
À un zoom 1X, un léger désalignement est invisible. Mais le zoom amplifie les erreurs. Un décalage de l'axe optique de 0,5 degré à 1X devient un décalage apparent de 20 degrés à 40X. La cible sort de votre écran. C'est pourquoi les caméras PTZ bon marché “perdent la cible” lorsque vous zoomez. Elles sautent le processus de LUT ou ne calibrer qu'à quelques positions de zoom au lieu de la plage complète.
Puis-je effectuer un “ étalonnage en un clic ” à distance si les objectifs se désalignent après un orage ?
J'ai eu des installateurs qui m'ont appelé à 2 heures du matin parce qu'une tempête avait désaligné leur PTZ. Envoyer un technicien sur un site distant alimenté par énergie solaire coûte plus cher que la caméra elle-même. La recalibration à distance n'est pas un luxe — c'est une fonctionnalité de survie.
Oui. Notre firmware PTZ prend en charge le recalibrage à distance via l'interface Web ou l'intégration VMS. Le système réexécute son algorithme de correction LUT interne à l'aide d'un point de référence connu ou d'un motif de test intégré, restaurant l'alignement au niveau des pixels sans intervention sur site.
 recalibrage PTZ caméra interface web à distance en un clic
recalibrage PTZ caméra interface web à distance en un clic
Ce qui peut réellement se décaler après un orage
Les vents forts, les impacts de grêle ou les chocs thermiques peuvent provoquer des micro-décalages dans le boîtier PTZ. Les éléments de l'objectif bougent rarement car l'adhésif durci aux UV est extrêmement résistant. Ce qui bouge, c'est la relation entre la position “home” du cardan PTZ et l'axe optique réel. Voyez cela ainsi : l'objectif est intact, mais la plateforme sur laquelle il repose a tourné de 0,1 degré. À 40x, ce 0,1 degré devient un problème visible.
Comment fonctionne le recalibrage à distance
Le processus comporte trois étapes :
- Acquisition de référence. La caméra pointe vers un repère connu ou utilise son motif de réticule électronique intégré. Le firmware capture simultanément des images des deux objectifs.
- Recalcul du décalage. Le processeur embarqué compare le décalage de pixels actuel à la base de données LUT d'usine. Il calcule le nouveau delta.
- Mise à jour de la compensation moteur. Le firmware écrit une couche de correction par-dessus la LUT d'origine. Les moteurs PTZ incluent désormais ce décalage supplémentaire dans chaque commande de mouvement.
L'ensemble de ce processus prend moins de 30 secondes. Vous le déclenchez depuis l'interface graphique Web de la caméra ou via un appel API de votre VMS.
Limitations à connaître
Le recalibrage à distance corrige la dérive corrigeable par logiciel. Il ne peut pas réparer les dommages physiques. Si un grêlon fissure le dôme en verre ou tord le support du cardan, aucun logiciel ne peut compenser. Le système signalera un “échec de calibrage” si le décalage mesuré dépasse la plage de correction du moteur. À ce moment-là, une visite sur site est nécessaire.
Quand l'utiliser et quand appeler un technicien
| Symptôme | Réparation à distance possible ? | Action |
|---|---|---|
| Léger décalage d'image après un épisode venteux | Oui | Exécuter le recalibrage en un clic |
| Le décalage s'accroît lentement sur plusieurs mois | Oui | Planifier un auto-recalibrage périodique |
| Décalage important soudain après un impact | Peut-être | Essayer la correction à distance ; si cela échoue, envoyer un technicien |
| Dommages physiques visibles au dôme ou au support | Non | Visite sur site requise |
| Image floue ou perte de mise au point | Non | Décalage interne probable de l'objectif ; RMA nécessaire |
Pour David et les autres intégrateurs travaillant dans des zones reculées — ranchs, champs pétrolifères, fermes solaires — cette fonction de recalibration à distance réduit directement votre coût total de possession. Un déplacement de technicien évité permet de rentabiliser la différence de prix de la caméra par rapport à un appareil moins cher qui ne dispose pas de cette capacité.
L'étalonnage conserve-t-il sa précision sur toute la rotation de 360 degrés du module PTZ ?
J'ai testé une unité concurrente une fois en la faisant pivoter sur 360 degrés à un zoom 40X. Au moment où elle est revenue à sa position de départ, la cible avait décalé de 15 pixels. Ce n'est pas une calibration. C'est une suggestion.
Une véritable calibration doit être maintenue sur les 360 degrés de rotation et tous les angles d'inclinaison. Notre usine y parvient en cartographiant la LUT non seulement par niveau de zoom, mais aussi par position de panoramique-inclinaison, et en utilisant des engrenages harmoniques de précision qui éliminent le jeu dans le mécanisme de rotation.
 Test de précision de calibration de rotation PTZ à 360 degrés
Test de précision de calibration de rotation PTZ à 360 degrés
Pourquoi la rotation introduit-elle des erreurs
Une caméra PTZ n'est pas une caméra fixe. Chaque fois que la nacelle tourne, les tolérances mécaniques s'accumulent. Le jeu des engrenages, l'étirement des courroies, le jeu des roulements — tout cela crée de minuscules erreurs de position. À un zoom 1X, personne ne le remarque. À un zoom 40X, un jeu d'engrenage de 0,01 degré se traduit par plusieurs pixels de dérive.
Il existe deux types d'erreurs de rotation :
- Erreur systématique : Décalages répétables qui se produisent à la même position à chaque fois. Ceux-ci proviennent de l'espacement des dents des engrenages, de l'excentricité de montage ou de la traînée des câbles.
- Erreur aléatoire : Jitter non répétable dû à l'usure des roulements, aux vibrations ou à la dilatation thermique. Celles-ci sont plus difficiles à compenser.
Comment l'usine gère l'erreur systématique
Lors des tests de production, la PTZ est commandée pour tourner sur toute sa plage par petits pas. À chaque pas, le système mesure la direction de pointage réelle par rapport à la direction commandée. La différence est enregistrée. Cela crée une deuxième table de correspondance — une carte de correction panoramique-inclinaison.
Cette carte fonctionne en parallèle avec la LUT de zoom. Ainsi, lorsque vous commandez à la caméra de faire un panoramique à 127,3 degrés et de zoomer à 35X, le firmware applique deux corrections simultanément : une pour le décalage optique dépendant du zoom, et une pour le décalage mécanique dépendant de la position.
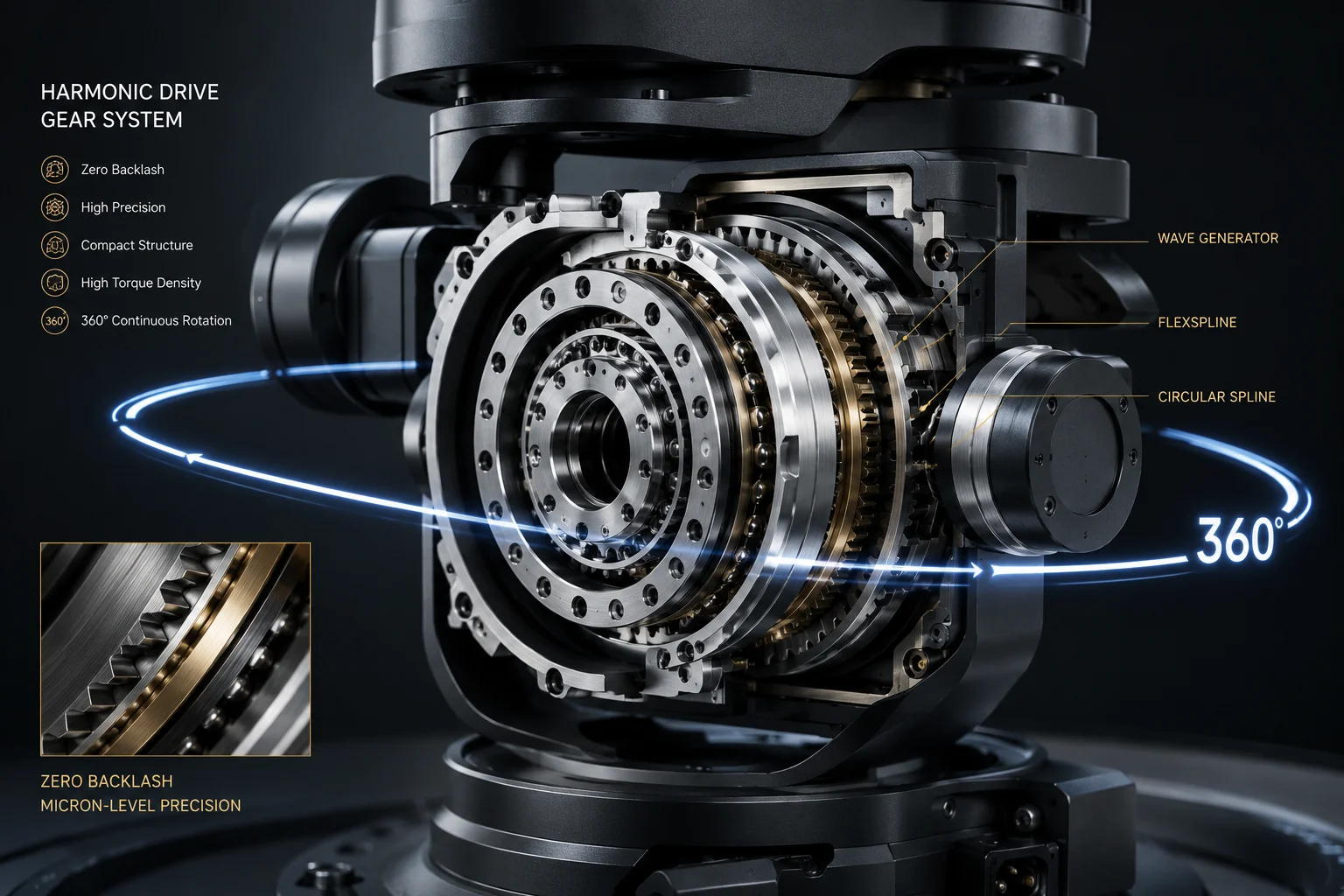
Engrenages Harmonic Drive : la solution matérielle
La correction logicielle a ses limites. Si l'erreur mécanique est trop importante ou trop aléatoire, aucune LUT ne peut la corriger. C'est pourquoi le choix des engrenages est primordial.
Nos modules PTZ utilisent des engrenages Harmonic Drive3 (également appelés engrenages à onde de déformation). Ceux-ci ont un jeu quasi nul, généralement inférieur à 1 minute d'arc. Comparez cela aux engrenages droits standard, qui peuvent avoir 10 à 20 minutes d'arc de jeu.
Le protocole de test du cercle complet
Avant que toute unité ne soit expédiée, elle effectue un test de répétabilité du cercle complet :
- La caméra pointe vers une cible de référence.
- La caméra effectue un panoramique sur 360 degrés et revient à la même position commandée.
- Le système mesure le décalage de pixels entre l'image d'origine et l'image de retour.
- Critères de réussite : le décalage doit être inférieur à 2 pixels au zoom maximum.
Si une unité échoue à ce test, elle retourne à la station de réglage mécanique. Il n'y a pas de solution logicielle pour les mauvais engrenages.
Ce que cela signifie pour les applications de suivi
Si vous utilisez Suivi automatique par l'IA6 — où la caméra suit une personne ou un véhicule — la dérive de calibration pendant la rotation signifie que la boîte de suivi s'éloignera lentement de la cible. L'IA essaiera de corriger, créant un mouvement saccadé et oscillant. Avec une calibration appropriée sur rotation complète, le suivi reste fluide car la plateforme mécanique délivre exactement ce que le logiciel commande.
Comment empêchez-vous la dilatation thermique d'affecter l'alignement des coordonnées du double objectif au fil du temps ?
J'ai vu des caméras qui fonctionnent parfaitement en laboratoire à 25°C et qui tombent en panne à 60°C sur un toit en Arizona. La dérive thermique est le tueur silencieux de la précision de calibration à long terme.
Nous prévenons la dérive thermique par trois méthodes : des matériaux à CTE (Coefficient de Dilatation Thermique) appariés dans le boîtier de l'objectif, un ajustement de la LUT en temps réel compensé par la température dans le firmware, et un test de stress par cyclage thermique de 72 heures pendant la production qui valide la stabilité de -40°C à +70°C.
 chambre d'essai de dilatation thermique calibration caméra PTZ
chambre d'essai de dilatation thermique calibration caméra PTZ
Pourquoi la chaleur déplace vos objectifs
Tous les matériaux se dilatent lorsqu'ils sont chauffés. L'aluminium se dilate d'environ 23 micromètres par mètre par degré Celsius. L'acier se dilate d'environ 12. Le verre se dilate d'environ 8. Lorsque le boîtier de votre appareil photo est en aluminium, le fût de votre objectif est en acier et vos lentilles sont en verre, ils se dilatent tous à des vitesses différentes.
Un changement de température de 40°C (du matin à l'après-midi dans un désert) peut déplacer les lentilles de plusieurs micromètres par rapport au capteur. À fort zoom, plusieurs micromètres de déplacement physique équivalent à plusieurs pixels de déplacement d'image. Votre alignement soigneusement calibré dérive.
Sélection des matériaux : La première défense
La solution la plus efficace est de prévenir le problème à la source. Nos assemblages optiques utilisent des matériaux aux coefficients de dilatation thermique appariés dans la mesure du possible.
| Composant | Choix des matériaux | CTE (μm/m/°C) | Pourquoi ce matériau |
|---|---|---|---|
| Boîtier de lentille | Alliage de magnésium | 26 | Léger, résistant, CTE proche de celui de l'aluminium |
| Support de capteur | Alliage Invar4 | 1.2 | Expansion quasi nulle maintient la position du capteur |
| Entretoises de lentille | Céramique | 6-8 | Correspond au CTE du verre, maintient l'alignement des lentilles |
| Boîtier principal | Aluminium moulé sous pression | 23 | Standard, économique, prévisible |
L'interface critique se situe entre le capteur et le dernier élément de lentille. En utilisant de l'Invar (un alliage nickel-fer avec une dilatation thermique quasi nulle) pour le support du capteur, nous maintenons la distance capteur-objectif constante quelle que soit la température.
Compensation thermique au niveau du firmware
L'appariement des matériaux réduit la dérive mais ne peut l'éliminer complètement. L'erreur restante est gérée dans le firmware.
Chaque caméra possède un capteur de température interne. Le firmware lit ce capteur en continu. En fonction de la température actuelle, il applique un décalage de correction thermique à la LUT de base. Ce décalage a été caractérisé lors du test de cyclage thermique en usine.
Voici la logique :
- À 25°C (température de référence), la LUT de base s'applique avec un décalage thermique nul.
- À 50°C, le firmware ajoute une correction pré-mesurée — peut-être +1 pixel en X et -0,5 pixel en Y.
- À -20°C, il applique une correction différente dans la direction opposée.
Cette compensation s'exécute en continu en arrière-plan. Vous ne la voyez jamais. L'alignement reste simplement stable.
Le test de cyclage thermique de 72 heures
Pendant la production, chaque unité passe 72 heures dans une chambre thermique. La chambre oscille entre -40°C et +70°C de manière répétée. À chaque température extrême et à plusieurs points intermédiaires, le système de test automatisé capture des images de calibration et mesure l'alignement.
Ce test remplit deux objectifs. Premièrement, il valide que l'unité maintient l'alignement sur sa plage de température nominale. Deuxièmement, il génère les données de compensation thermique qui sont stockées dans le firmware. Les unités qui présentent une dérive excessive ou imprévisible à un point de température donné sont rejetées.
Effets du vieillissement à long terme
Même avec toutes ces mesures, les matériaux vieillissent. Les adhésifs peuvent se déformer sous un stress thermique soutenu. Les plastiques peuvent se déformer. C'est pourquoi notre adhésif optique durci aux UV2 est spécifiquement choisi pour son faible taux de fluage et sa température de transition vitreuse élevée (Tg > 150°C). Il ne ramollira ni ne coulera sous aucune température de fonctionnement que la caméra rencontrera.
Pour David et les autres intégrateurs déployant dans des climats extrêmes — qu'il s'agisse d'un champ pétrolifère texan à 50°C ou d'un site frontalier canadien à -35°C — cette ingénierie thermique est ce qui maintient la précision de vos caméras année après année sans visites de recalibration.
Conclusion
La calibration milliseconde au niveau de l'usine est un système à quatre couches : alignement physique robotisé, mappage LUT pleine gamme, compensation de température et synchronisation d'image déclenchée par matériel. Lorsque ces couches fonctionnent ensemble, votre PTZ à double objectif reste précis au pixel près du Jour 1 à l'Année 5, sur tous les niveaux de zoom, tous les angles de rotation et toutes les conditions météorologiques.
1. Découvrez comment la mire d'étoile Siemens est utilisée pour les tests de résolution optique. ︎↩︎ 2. Comprenez le rôle des adhésifs durcis aux UV dans l'assemblage de lentilles de précision. ︎↩︎ 3. Apprenez comment les engrenages Harmonic Drive offrent un jeu quasi nul pour la rotation PTZ. ︎↩︎ 4. Explorez comment la faible dilatation thermique de l'Invar stabilise la position du capteur. ︎↩︎ 5. Comprendre la mesure standard de la netteté de l'objectif utilisée dans l'étalonnage. ︎↩︎ 6. Apprendre comment le suivi automatique piloté par l'IA dépend d'un étalonnage précis pour maintenir le verrouillage de la cible. ︎↩︎ 7. Comprendre le processus fondamental de mise en correspondance des positions des pixels avec les coordonnées du monde réel. ︎↩︎ 8. Apprendre comment le zoom optique amplifie les erreurs d'alignement et pourquoi l'étalonnage sur toute la plage est essentiel. ︎↩︎