
I once trusted an IP67 report at face value. Six months later, 200 cameras failed in the rain. That mistake cost me a client and a painful lesson.
To evaluate the credibility of IP66/IP67 lab reports from Chinese factories, you need to verify three things: who performed the test (lab accreditation), what exactly was tested and how (test parameters and methods), and whether the production units match the tested samples (consistency control).
 IP66 IP67 lab report verification from Chinese factory
IP66 IP67 lab report verification from Chinese factory
This article breaks down the four most critical questions you should ask before trusting any IP rating report. Each one targets a specific weak point where fake or misleading reports tend to fall apart. Let me walk you through them one by one.
Table of Contents
Is the Testing Lab Accredited by CNAS or ILAC to Ensure International Validity?
I have seen reports with impressive logos that turned out to be from labs with zero accreditation. A stamp means nothing if the lab behind it is not recognized.
A credible IP66/IP67 test report must come from a lab accredited by CNAS (China National Accreditation Service)1 with its scope covering IEC 60529 or GB/T 4208. CNAS accreditation is recognized under the ILAC-MRA2 framework, which means the test results are accepted in the US, EU, and over 100 other countries.
 CNAS accredited lab verification for IP rating reports
CNAS accredited lab verification for IP rating reports
Why CNAS Matters More Than Any Other Logo
Not all labs in China are equal. Some are fully accredited. Some are partially accredited. And some just print a logo on their letterhead. The difference matters because an unaccredited lab report has no legal weight in international trade disputes.
CNAS stands for the China National Accreditation Service for Conformity Assessment. It is the only national body in China that accredits testing labs. When a lab carries the CNAS mark, it means the lab has been audited by national assessors. Its equipment is calibrated. Its technicians are qualified. And its test procedures follow international standards.
But here is the catch. A lab can be CNAS-accredited for one type of test but not another. For example, a lab might be accredited for EMC testing but not for IP ingress protection testing. So you need to check the lab’s scope of accreditation, not just the logo.
How to Verify a Lab’s CNAS Accreditation
Here is a simple step-by-step process:
- Find the lab’s CNAS registration number on the report. It usually appears near the CNAS logo.
- Go to the CNAS official website (www.cnas.org.cn).
- Search for the lab by name or registration number.
- Download the lab’s accreditation scope document.
- Look for IEC 60529 or GB/T 4208 in the scope list. Confirm that IP66 and IP67 testing are explicitly included.
If the lab is not listed, or if IP testing is not in its scope, the report should be treated as unreliable.
The “Big Three” Credentials You Should Look For
| Credential | What It Means | How to Verify |
|---|---|---|
| CNAS | Lab is nationally accredited and recognized under ILAC-MRA for international mutual recognition | Search on CNAS official website by lab number |
| CMA | China Metrology Accreditation — mandatory for reports used in domestic Chinese legal proceedings | Check the CMA certificate number on the report |
| ILAC-MRA | International Laboratory Accreditation Cooperation — Mutual Recognition Arrangement | Confirmed automatically if the lab holds valid CNAS accreditation |
What About Reports from TÜV, SGS, or Intertek?
International labs like TÜV, SGS, and Intertek6 also operate in China. Their reports generally carry higher trust. But even with these names, you should still verify the report number on their official websites. I have seen cases where factories photoshopped an SGS logo onto a report from a no-name lab. A quick check on the SGS certificate database7 would have caught that in seconds.
A Red Flag I See Often
The report number exists in the lab’s database, but the product name or factory name does not match what you are buying. This is one of the most common tricks. A factory buys a real report for a generic product, then presents it as if it covers their own model. Always cross-check the product model and the applicant name on the report against your actual purchase order.
Does the IP67 Report Specify the Immersion Depth and Duration for the Battery Box?
I once received a report that simply said “IP67 — Pass.” No depth. No time. No details. That is not a test report. That is a marketing claim dressed up as a document.
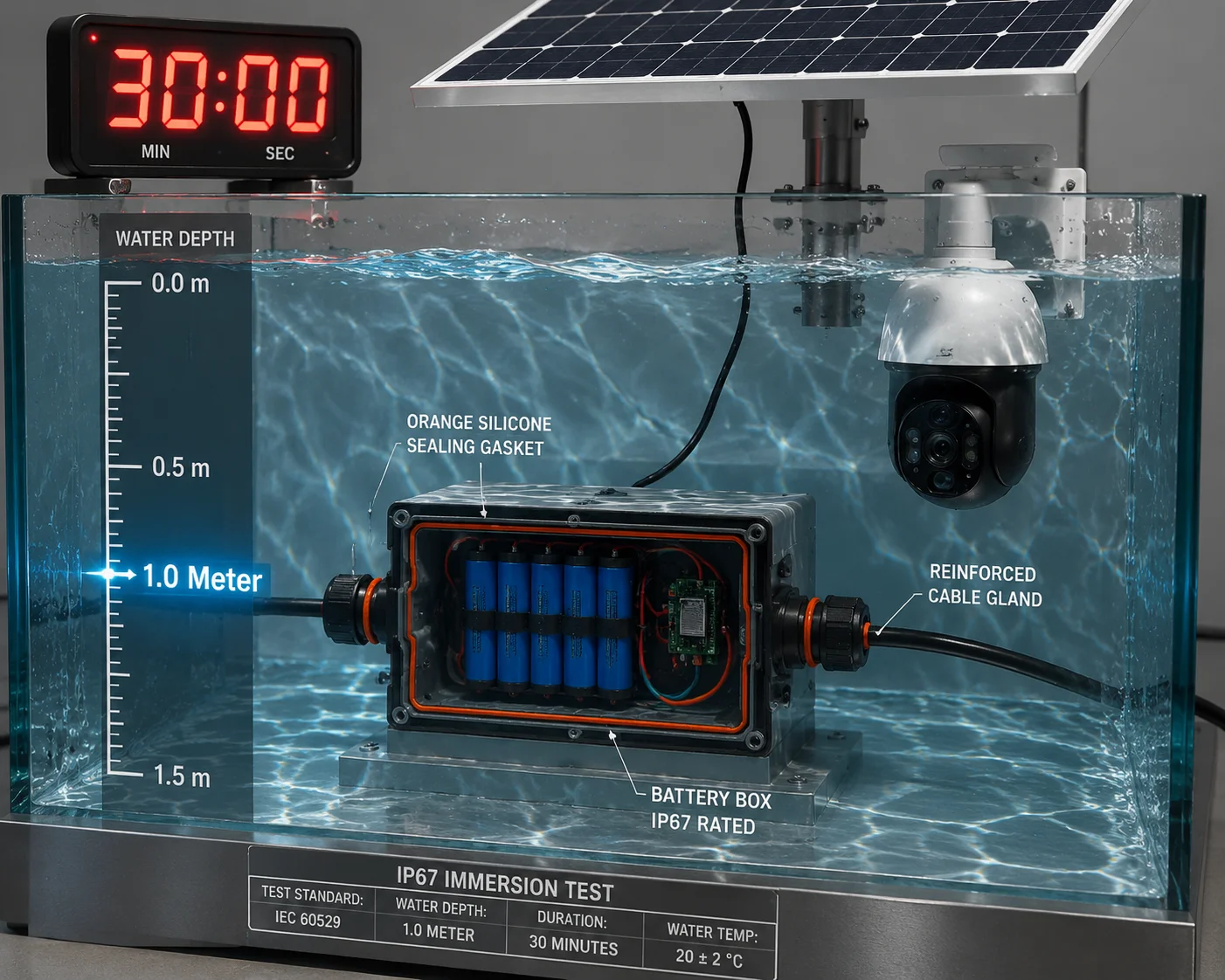
A legitimate IP67 test report must clearly state the immersion depth (typically 1 meter), the duration (typically 30 minutes)3, and the post-test inspection results. For battery boxes and cable entry points, these parameters are critical because they are the weakest sealing points on any outdoor camera system.
 IP67 immersion test depth and duration verification
IP67 immersion test depth and duration verification
What IEC 60529 Actually Requires for IP67
The IP code has two digits. The first digit (6) covers dust protection. The second digit (7) covers water protection. For IP67, the standard requires:
- Dust test (IP6X): The device is placed in a dust chamber with talcum powder circulating under negative pressure for 8 hours. After the test, no dust should have entered the enclosure.
- Water test (IPX7): The device is submerged in water at a depth of 1 meter (measured from the top of the device to the water surface) for 30 minutes. After the test, the device is opened and inspected. There should be no water inside.
What a Real Report Should Include
A credible report will not just say “Pass.” It will include detailed test parameters. Here is what to look for:
| Test Parameter | IP66 (Powerful Water Jets) | IP67 (Temporary Immersion) |
|---|---|---|
| Standard | IEC 60529 / GB/T 4208 | IEC 60529 / GB/T 4208 |
| Nozzle diameter | 12.5 mm | N/A |
| Flow rate | 100 L/min (±5%) | N/A |
| Spray distance | 2.5–3 m | N/A |
| Spray duration | ≥3 min per face | N/A |
| Immersion depth | N/A | 1 meter (top of device to water surface) |
| Immersion duration | N/A | 30 minutes |
| Post-test inspection | Open enclosure, check for water | Open enclosure, check for water |
| Insulation resistance test | Sometimes required | Sometimes required |
If any of these fields are blank or missing from the report, you should ask the factory to explain why.
The Battery Box Problem
For solar-powered PTZ cameras, the battery box is often a separate enclosure mounted below the solar panel. It has cable entry holes for power wires and signal cables. These holes are the most vulnerable points for water ingress.
Here is what I check:
- Was the battery box tested as a standalone unit or as part of the full system? Some factories only test the camera head and skip the battery box entirely. The report might say “IP67” but it only applies to the camera dome, not the battery compartment where your lithium cells sit.
- Were the cable glands installed during the test? A sealed box with no holes will always pass IP67. But in real life, you have cables running through those holes. If the test was done with all holes plugged and no cables installed, the result is meaningless for field deployment.
- Was the test done with the device powered on? Thermal cycling (heat from electronics followed by cooling from rain) creates negative pressure inside the enclosure. This suction effect can pull water past seals that would otherwise hold. A proper test should note whether the device was operating during immersion.
How to Read the Post-Test Inspection
The most important part of any IP test report is the final inspection. After the water test, the technician should open the enclosure and document what they found. A credible report will state something like:
“After 30 minutes of immersion at 1 meter depth, the sample was removed and opened. No water ingress was observed on internal surfaces. Insulation resistance measured at >2 MΩ.”
If the report does not mention opening the device after the test, it is incomplete. If it does not mention checking for water, it is not trustworthy. This post-test teardown is the entire point of the exercise.
Can I Request a Video of the Actual “Water Jet” Test Performed on My Specific Model?
I have learned that paper reports can be copied. But a live video of your exact product being blasted with water is much harder to fake.
Yes, you can and should request a video of the IP66 water jet test performed on your specific model. A reliable factory will have in-house IP testing equipment and will be willing to demonstrate the test on camera. If a factory refuses or makes excuses, treat that as a serious warning sign.
 Water jet IP66 test video verification for PTZ camera
Water jet IP66 test video verification for PTZ camera
Why Video Evidence Matters
A lab report is a snapshot in time. It tells you that one sample, on one day, passed one test. But it does not tell you whether your production units will perform the same way. A video, on the other hand, gives you visual proof that the factory has the capability and confidence to test your product under real conditions.
When I work with buyers like David Miller — system integrators deploying solar PTZ cameras in places like rural Texas or the Canadian prairies — I know they cannot afford field failures. A single truck roll to a remote site can cost $500 to $1,000 in labor and fuel. Multiply that by 50 failed units, and you are looking at a project-killing expense. So the video is not about trust. It is about risk management.
What to Ask For in the Video
Not all test videos are useful. Some factories will spray a camera with a garden hose and call it an IP66 test. That is not the same thing. Here is what a proper IP66 water jet test video should show:
- The test nozzle: It should be a standardized 12.5 mm nozzle, not a random spray gun from a hardware store.
- The distance: The nozzle should be 2.5 to 3 meters away from the device.
- The coverage: The water jet should hit all faces of the camera — top, bottom, sides, front, and back. Pay special attention to the SIM card slot, the TF card slot cover, and the cable entry points.
- The duration: At least 3 minutes per face, or a continuous sweep covering all angles.
- The teardown: After the test, the technician should open the camera on camera and show you the inside. You should see dry surfaces and dry circuit boards.
The “Extreme Test” Approach
If you want to go further, ask the factory to do what I call an “extreme test.” This is not part of the official IEC 60529 standard. It is a practical stress test designed to simulate real-world worst-case scenarios.
Ask them to:
- Aim a high-pressure water gun directly at the SIM card slot for 60 seconds.
- Aim it at the TF card slot cover for 60 seconds.
- Aim it at every cable gland and connector for 60 seconds.
- Then open the device on camera and show you the result.
A factory that passes this test with confidence is a factory that trusts its own sealing design. A factory that hesitates or refuses is telling you something important.
Ask About the Seal Material
While you are on the call, ask one more question: “What material is your O-ring made of?”
This is a simple question, but the answer reveals a lot. There are two common options:
- Silicone rubber4: Better UV resistance, better temperature range (-60°C to +200°C), ideal for outdoor deployments in high-UV environments like Texas or the Middle East.
- NBR (Nitrile Butadiene Rubber)5: Cheaper, good oil resistance, but degrades faster under UV exposure and extreme heat.
If the factory cannot answer this question, or if they do not know what material their seals are made of, their IP rating is likely more of a marketing number than an engineering specification. At Loyalty-Secu, we use silicone gaskets specifically because our cameras are designed for harsh outdoor environments where UV degradation is a real threat over a 5-year product lifespan.
How Do I Verify That the Production Units Use the Same Seals as the Test Samples?
This is the question that keeps me up at night. A perfect lab report means nothing if the factory switches to cheaper seals after the test is done.
To verify production consistency, you should request the factory’s internal IP spot-check records, compare the seal specifications between the test sample and production units, and consider sending random production samples to an independent lab8 for re-testing. The gap between test samples and mass production is where most IP failures originate.
 Production seal consistency verification for IP rated cameras
Production seal consistency verification for IP rated cameras
The “Golden Sample” Problem
In the industry, we call it the ‘golden sample’ problem10. The factory builds one perfect unit for testing. They use the best seals, the tightest screws, and the most careful assembly. That unit passes IP67 with flying colors. Then they send the report to you.
But when mass production starts, things change. The seal supplier might switch to a cheaper compound. The assembly workers might not torque the screws to the correct specification. The mold might wear down after 10,000 shots, creating tiny gaps in the housing. None of these changes show up in the original lab report.
How to Control This Risk
There are three practical steps you can take:
Step 1: Request Internal QC Records
Ask the factory if they perform routine IP spot-checks during production. A serious manufacturer will have records showing that they pull random samples from each batch and run them through at least a basic water spray test. At Loyalty-Secu, we run aging tests and IP spot-checks as part of our standard production process. We can provide these records to any buyer who asks.
Step 2: Compare Seal Specifications
Ask the factory to provide the technical data sheet (TDS) for the seals used in the test sample and the seals used in production. Compare:
| Specification | Test Sample Seal | Production Seal | Match? |
|---|---|---|---|
| Material | Silicone | Silicone | ✅ |
| Hardness (Shore A) | 50 | 50 | ✅ |
| Temperature range | -60°C to +200°C | -60°C to +200°C | ✅ |
| UV resistance rating | Excellent | Excellent | ✅ |
| Supplier name | Supplier A | Supplier A | ✅ |
| Part number | SG-4208-01 | SG-4208-01 | ✅ |
If any of these fields do not match, you need to understand why. A change in seal supplier or material is a legitimate reason to request a new IP test.
Step 3: Third-Party Re-Testing
For large orders or critical projects, pull random samples from the production batch and send them to an independent lab. You do not need to repeat the full IP67 test every time. A focused IPX6 water jet test on 2-3 units from a production run can give you enough confidence.
If the production samples fail a test that the original lab sample passed, you have a serious consistency problem. At that point, the original report should be treated as “reference only,” and you should work with the factory to identify the root cause.
The Mold Wear Factor
One thing many buyers overlook is mold degradation. Injection molds wear out over time. After thousands of cycles, the mold surfaces develop micro-imperfections. These imperfections create tiny gaps in the plastic housing — gaps that are invisible to the naked eye but large enough for water to seep through under pressure.
A responsible factory will track mold shot counts9 and perform maintenance or replacement at defined intervals. Ask your supplier: “How many shots has this mold produced? When was the last mold maintenance?” If they cannot answer, the risk of inconsistent sealing increases with every production run.
Why This Matters for Your Business
If you are a system integrator deploying cameras in remote locations — oil fields in West Texas, construction sites in Alberta, solar farms in the Sahara — every failed unit is not just a warranty claim. It is a truck roll. It is a technician’s day. It is a client who loses faith in your ability to deliver. The cost of verifying seal consistency upfront is a fraction of the cost of dealing with field failures later.
Conclusion
Check the lab credentials first. Then audit the test details and photos. Finally, verify that production units match the tested samples. These three steps will protect you from most IP rating risks when sourcing from China.
1. Official site to verify lab accreditation and scope for IP testing under IEC 60529 or GB/T 4208. ↩︎ 2. Learn how ILAC Mutual Recognition Arrangement ensures international acceptance of test results from CNAS-accredited labs. ↩︎ 3. Official IEC explanation of IPX7 test conditions: 1 m depth for 30 minutes. ↩︎ 4. Silicone rubber offers better UV resistance and temperature range (-60°C to +200°C) for outdoor camera seals. ↩︎ 5. NBR is a cheaper seal material but degrades faster under UV and high heat. ↩︎ 6. Online portal to verify authenticity of TÜV test reports by certificate number. ↩︎ 7. Check SGS certificates to confirm the product model and applicant match your order. ↩︎ 8. Independent lab services to verify that production units match test sample sealing performance. ↩︎ 9. How injection mold wear over thousands of cycles can create micro-gaps affecting IP seal consistency. ↩︎ 10. Explains risk that factory builds one perfect sample for testing but uses cheaper materials in mass production. ↩︎