
J'ai une fois fait confiance à un rapport IP67 sans vérification. Six mois plus tard, 200 caméras sont tombées en panne sous la pluie. Cette erreur m'a coûté un client et une leçon douloureuse.
Pour évaluer la crédibilité des rapports de laboratoire IP66/IP67 des usines chinoises, vous devez vérifier trois choses : qui a effectué le test (accréditation du laboratoire), ce qui a été testé exactement et comment (paramètres et méthodes de test), et si les unités de production correspondent aux échantillons testés (contrôle de cohérence).
 Vérification des rapports de laboratoire IP66 IP67 d'une usine chinoise
Vérification des rapports de laboratoire IP66 IP67 d'une usine chinoise
Cet article détaille les quatre questions les plus critiques que vous devriez poser avant de faire confiance à un rapport de classification IP. Chacune cible un point faible spécifique où les rapports faux ou trompeurs ont tendance à s'effondrer. Laissez-moi vous les présenter une par une.
Table des matières
Le laboratoire de test est-il accrédité par CNAS ou ILAC pour garantir la validité internationale ?
J'ai vu des rapports avec des logos impressionnants qui provenaient de laboratoires sans aucune accréditation. Un tampon ne signifie rien si le laboratoire derrière n'est pas reconnu.
Un rapport de test IP66/IP67 crédible doit provenir d'un laboratoire accrédité par CNAS (Service national chinois d'accréditation)1 dont la portée couvre la norme IEC 60529 ou GB/T 4208. L'accréditation CNAS est reconnue dans le cadre de ILAC-MRA2 , ce qui signifie que les résultats des tests sont acceptés aux États-Unis, dans l'UE et dans plus de 100 autres pays.
 Vérification du laboratoire accrédité CNAS pour les rapports de classification IP
Vérification du laboratoire accrédité CNAS pour les rapports de classification IP
Pourquoi CNAS est plus important que tout autre logo
Tous les laboratoires en Chine ne sont pas égaux. Certains sont entièrement accrédités. Certains sont partiellement accrédités. Et certains impriment simplement un logo sur leur papier à en-tête. La différence est importante car un rapport de laboratoire non accrédité n'a aucun poids juridique dans les litiges commerciaux internationaux.
CNAS signifie China National Accreditation Service for Conformity Assessment. C'est le seul organisme national en Chine qui accrédite les laboratoires d'essai. Lorsqu'un laboratoire porte la marque CNAS, cela signifie que le laboratoire a été audité par des évaluateurs nationaux. Son équipement est calibré. Ses techniciens sont qualifiés. Et ses procédures de test suivent les normes internationales.
Mais voici le hic. Un laboratoire peut être accrédité CNAS pour un type de test mais pas pour un autre. Par exemple, un laboratoire peut être accrédité pour les tests CEM mais pas pour les tests de protection contre l'infiltration d'eau IP. Vous devez donc vérifier le portée de l'accréditation, pas seulement le logo.
Comment vérifier l'accréditation CNAS d'un laboratoire
Voici un processus simple étape par étape :
- Trouvez le numéro d'enregistrement CNAS du laboratoire sur le rapport. Il apparaît généralement près du logo CNAS.
- Allez sur le site officiel de la CNAS (www.cnas.org.cn).
- Recherchez le laboratoire par nom ou par numéro d'enregistrement.
- Téléchargez le document de portée d'accréditation du laboratoire.
- Recherchez IEC 60529 ou GB/T 4208 dans la liste des portées. Confirmez que les tests IP66 et IP67 sont explicitement inclus.
Si le laboratoire n'est pas répertorié, ou si les tests IP ne figurent pas dans sa portée, le rapport doit être considéré comme non fiable.
Les “ trois grands ” accréditations que vous devriez rechercher
| Accréditation | Ce que cela signifie | Comment vérifier |
|---|---|---|
| CNAS | Le laboratoire est accrédité au niveau national et reconnu dans le cadre de l'ILAC-MRA pour la reconnaissance mutuelle internationale | Recherchez sur le site officiel de la CNAS par numéro de laboratoire |
| CMA | China Metrology Accreditation — obligatoire pour les rapports utilisés dans les procédures judiciaires nationales chinoises | Vérifiez le numéro de certificat CMA sur le rapport |
| ILAC-MRA | International Laboratory Accreditation Cooperation — Arrangement de reconnaissance mutuelle | Confirmé automatiquement si le laboratoire détient une accréditation CNAS valide |
Qu'en est-il des rapports de TÜV, SGS ou Intertek ?
Des laboratoires internationaux comme TÜV, SGS et Intertek6 opèrent également en Chine. Leurs rapports inspirent généralement une plus grande confiance. Mais même avec ces noms, vous devriez toujours vérifier le numéro de rapport sur leurs sites Web officiels. J'ai vu des cas où des usines ont photoshoppé un logo SGS sur un rapport d'un laboratoire sans nom. Une vérification rapide sur la base de données des certificats SGS7 l'aurait détecté en quelques secondes.
Un signal d'alarme que je vois souvent
Le numéro de rapport existe dans la base de données du laboratoire, mais le nom du produit ou le nom de l'usine ne correspondent pas à ce que vous achetez. C'est l'une des astuces les plus courantes. Une usine achète un rapport réel pour un produit générique, puis le présente comme s'il couvrait son propre modèle. Vérifiez toujours le modèle du produit et le nom du demandeur sur le rapport par rapport à votre bon de commande réel.
Le rapport IP67 spécifie-t-il la profondeur et la durée d'immersion pour le boîtier de batterie ?
J'ai reçu une fois un rapport qui disait simplement “IP67 — Réussi”. Pas de profondeur. Pas de temps. Pas de détails. Ce n'est pas un rapport de test. C'est une affirmation marketing déguisée en document.
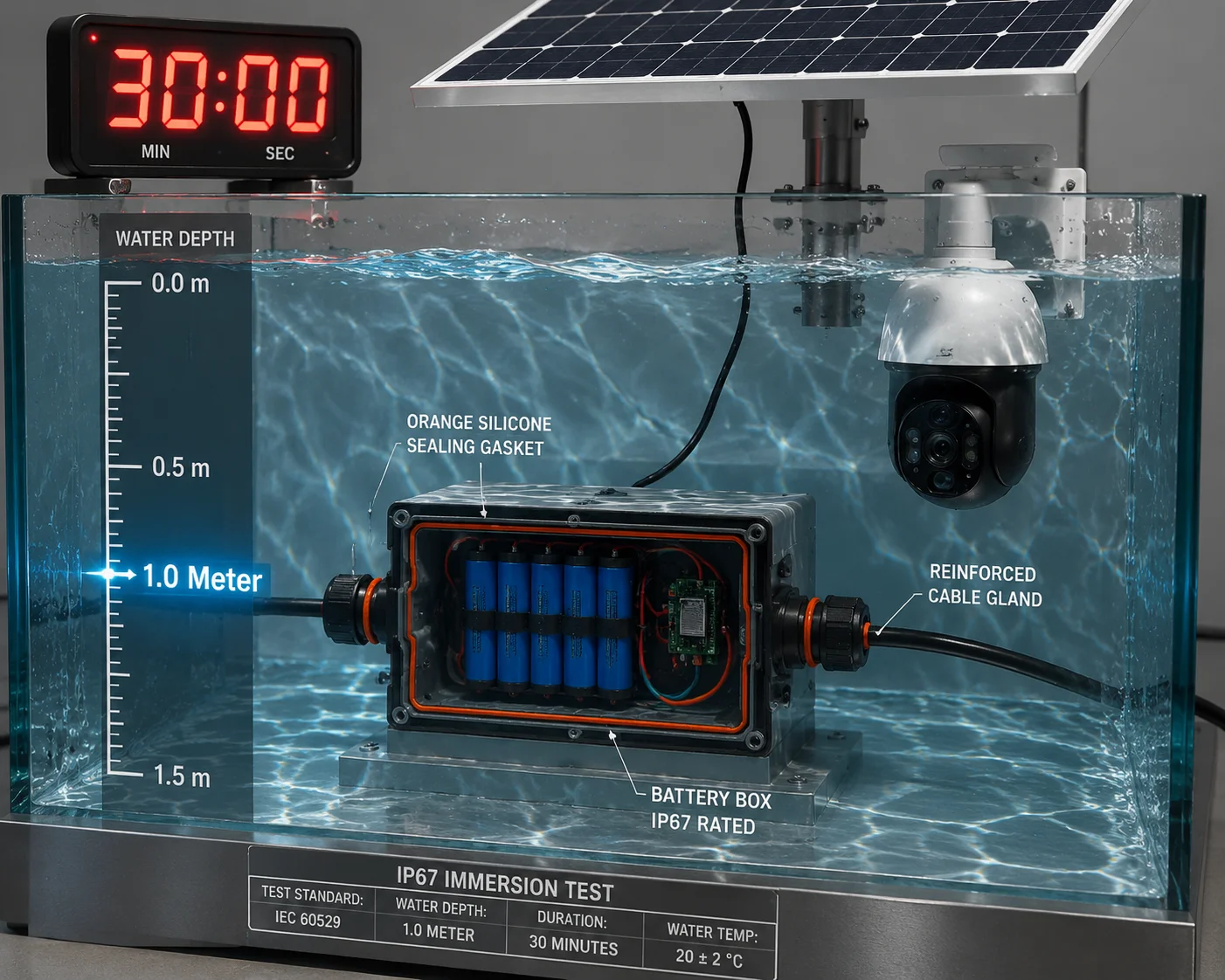
Un rapport de test IP67 légitime doit clairement indiquer la profondeur d'immersion (généralement 1 mètre), la durée (généralement 30 minutes)3, et les résultats de l'inspection post-test. Pour les boîtiers de batterie et les points d'entrée de câble, ces paramètres sont critiques car ce sont les points d'étanchéité les plus faibles sur tout système de caméra extérieur.
 Vérification de la profondeur et de la durée d'immersion du test IP67
Vérification de la profondeur et de la durée d'immersion du test IP67
Ce que la norme CEI 60529 exige réellement pour l'IP67
Le code IP a deux chiffres. Le premier chiffre (6) concerne la protection contre la poussière. Le second chiffre (7) concerne la protection contre l'eau. Pour l'IP67, la norme exige :
- Test de poussière (IP6X) : L'appareil est placé dans une chambre à poussière avec de la poudre de talc en circulation sous pression négative pendant 8 heures. Après le test, aucune poussière ne doit être entrée dans le boîtier.
- Test d'eau (IPX7) : L'appareil est immergé dans l'eau à une profondeur de 1 mètre (mesurée du haut de l'appareil à la surface de l'eau) pendant 30 minutes. Après le test, l'appareil est ouvert et inspecté. Il ne doit y avoir aucune eau à l'intérieur.
Ce qu'un vrai rapport devrait inclure
Un rapport crédible ne se contentera pas de dire “ Réussi ”. Il inclura des paramètres de test détaillés. Voici ce qu'il faut rechercher :
| Paramètre d'essai | IP66 (Jets d'eau puissants) | IP67 (Immersion temporaire) |
|---|---|---|
| Standard | CEI 60529 / GB/T 4208 | CEI 60529 / GB/T 4208 |
| Diamètre de la buse | 12,5 mm | N/A |
| Débit | 100 L/min (±5%) | N/A |
| Distance de pulvérisation | 2,5–3 m | N/A |
| Durée de pulvérisation | ≥3 min par face | N/A |
| Profondeur d'immersion | N/A | 1 mètre (haut de l'appareil à la surface de l'eau) |
| Durée d'immersion | N/A | 30 minutes |
| Inspection post-test | Ouvrir le boîtier, vérifier la présence d'eau | Ouvrir le boîtier, vérifier la présence d'eau |
| Test de résistance d'isolement | Parfois requis | Parfois requis |
Si l'un de ces champs est vide ou manquant dans le rapport, vous devriez demander à l'usine d'expliquer pourquoi.
Le problème de la boîte à batteries
Pour les caméras PTZ solaires, la boîte à batteries est souvent un boîtier séparé monté sous le panneau solaire. Elle comporte des trous d'entrée de câble pour les fils d'alimentation et les câbles de signal. Ces trous sont les points les plus vulnérables à l'infiltration d'eau.
Voici ce que je vérifie :
- La boîte à batteries a-t-elle été testée comme une unité autonome ou dans le cadre du système complet ? Certaines usines ne testent que la tête de la caméra et sautent complètement la boîte à batteries. Le rapport peut indiquer “IP67”, mais cela ne s'applique qu'au dôme de la caméra, pas au compartiment de la batterie où se trouvent vos cellules au lithium.
- Les presse-étoupes ont-ils été installés pendant le test ? Une boîte scellée sans trous passera toujours l'IP67. Mais dans la vie réelle, vous avez des câbles qui passent par ces trous. Si le test a été effectué avec tous les trous bouchés et aucun câble installé, le résultat est dénué de sens pour le déploiement sur le terrain.
- Le test a-t-il été effectué avec l'appareil sous tension ? Le cyclage thermique (chaleur des composants électroniques suivie du refroidissement par la pluie) crée une pression négative à l'intérieur du boîtier. Cet effet d'aspiration peut faire passer l'eau à travers des joints qui, autrement, tiendraient. Un test approprié doit indiquer si l'appareil fonctionnait pendant l'immersion.
Comment lire l'inspection post-test
La partie la plus importante de tout rapport de test IP est l'inspection finale. Après le test d'eau, le technicien doit ouvrir le boîtier et documenter ce qu'il a trouvé. Un rapport crédible indiquera quelque chose comme :
“Après 30 minutes d'immersion à 1 mètre de profondeur, l'échantillon a été retiré et ouvert. Aucune infiltration d'eau n'a été observée sur les surfaces internes. La résistance d'isolement mesurée était supérieure à 2 MΩ.”
Si le rapport ne mentionne pas l'ouverture de l'appareil après le test, il est incomplet. S'il ne mentionne pas la vérification de l'eau, il n'est pas digne de confiance. Ce démontage post-test est tout l'intérêt de l'exercice.
Puis-je demander une vidéo du test réel du “ jet d'eau ” effectué sur mon modèle spécifique ?
J'ai appris que les rapports papier peuvent être copiés. Mais une vidéo en direct de votre produit exact étant arrosé d'eau est beaucoup plus difficile à falsifier.
Oui, vous pouvez et devriez demander une vidéo du test de jet d'eau IP66 effectué sur votre modèle spécifique. Une usine fiable disposera d'un équipement de test IP interne et sera disposée à démontrer le test à la caméra. Si une usine refuse ou trouve des excuses, considérez cela comme un sérieux avertissement.
 Vérification vidéo du test de jet d'eau IP66 pour caméra PTZ
Vérification vidéo du test de jet d'eau IP66 pour caméra PTZ
Pourquoi les preuves vidéo sont importantes
Un rapport de laboratoire est un instantané. Il vous indique qu'un échantillon, un jour donné, a réussi un test. Mais il ne vous dit pas si vos unités de production se comporteront de la même manière. Une vidéo, en revanche, vous donne une preuve visuelle que l'usine a la capacité et la confiance de tester votre produit dans des conditions réelles.
Lorsque je travaille avec des acheteurs comme David Miller — des intégrateurs de systèmes déployant des caméras PTZ solaires dans des endroits comme le Texas rural ou les prairies canadiennes — je sais qu'ils ne peuvent pas se permettre des défaillances sur le terrain. Une seule intervention sur un site distant peut coûter entre 500 et 1 000 dollars en main-d'œuvre et en carburant. Multipliez cela par 50 unités défectueuses, et vous vous retrouvez avec une dépense qui peut tuer un projet. La vidéo ne concerne donc pas la confiance. Il s'agit de gestion des risques.
Ce qu'il faut demander dans la vidéo
Toutes les vidéos de test ne sont pas utiles. Certaines usines aspergent une caméra avec un tuyau d'arrosage et appellent cela un test IP66. Ce n'est pas la même chose. Voici ce qu'une vidéo de test de jet d'eau IP66 appropriée devrait montrer :
- La buse de test : Il devrait s'agir d'une buse standardisée de 12,5 mm, et non d'un pistolet pulvérisateur aléatoire d'une quincaillerie.
- La distance : La buse doit être à 2,5 à 3 mètres de l'appareil.
- La couverture : Le jet d'eau doit frapper toutes les faces de la caméra — dessus, dessous, côtés, avant et arrière. Portez une attention particulière à l'emplacement de la carte SIM, au couvercle de l'emplacement de la carte TF et aux points d'entrée des câbles.
- La durée : Au moins 3 minutes par face, ou un balayage continu couvrant tous les angles.
- Le démontage : Après le test, le technicien doit ouvrir la caméra devant la caméra et vous montrer l'intérieur. Vous devriez voir des surfaces sèches et des circuits imprimés secs.
L'approche du “ test extrême ”
Si vous voulez aller plus loin, demandez à l'usine de faire ce que j'appelle un “ test extrême ”. Cela ne fait pas partie de la norme officielle IEC 60529. C'est un test de stress pratique conçu pour simuler des scénarios du monde réel les plus défavorables.
Demandez-leur de :
- Diriger un pistolet à eau haute pression directement sur l'emplacement de la carte SIM pendant 60 secondes.
- Le diriger sur le couvercle de l'emplacement de la carte TF pendant 60 secondes.
- Le diriger sur chaque presse-étoupe et connecteur pendant 60 secondes.
- Ensuite, ouvrez l'appareil devant la caméra et montrez-vous le résultat.
Une usine qui réussit ce test avec confiance est une usine qui fait confiance à sa propre conception d'étanchéité. Une usine qui hésite ou refuse vous dit quelque chose d'important.
Posez des questions sur le matériau du joint
Pendant que vous êtes au téléphone, posez une autre question : “ De quel matériau est fait votre joint torique ? ”
C'est une question simple, mais la réponse révèle beaucoup de choses. Il existe deux options courantes :
- Caoutchouc silicone4: Meilleure résistance aux UV, meilleure plage de température (-60°C à +200°C), idéal pour les déploiements extérieurs dans des environnements à forte exposition aux UV comme le Texas ou le Moyen-Orient.
- NBR (caoutchouc nitrile-butadiène)5: Moins cher, bonne résistance à l'huile, mais se dégrade plus rapidement sous l'exposition aux UV et à la chaleur extrême.
Si l'usine ne peut pas répondre à cette question, ou si elle ne sait pas de quel matériau sont faits ses joints, son indice IP est probablement plus un chiffre marketing qu'une spécification d'ingénierie. Chez Loyalty-Secu, nous utilisons des joints en silicone spécifiquement parce que nos caméras sont conçues pour des environnements extérieurs difficiles où la dégradation par les UV constitue une menace réelle sur une durée de vie de produit de 5 ans.
Comment puis-je vérifier que les unités de production utilisent les mêmes joints que les échantillons de test ?
C'est la question qui me tient éveillé la nuit. Un rapport de laboratoire parfait ne signifie rien si l'usine passe à des joints moins chers après la fin des tests.
Pour vérifier la cohérence de la production, vous devriez demander les enregistrements internes de contrôle ponctuel de l'indice IP de l'usine, comparer les spécifications des joints entre l'échantillon de test et les unités de production, et envisager d'envoyer des échantillons de production aléatoires à un laboratoire indépendant8 pour des tests supplémentaires. L'écart entre les échantillons de test et la production de masse est l'origine de la plupart des défaillances d'indice IP.
 Vérification de la cohérence des joints de production pour les caméras avec indice IP
Vérification de la cohérence des joints de production pour les caméras avec indice IP
Le problème de l“” échantillon d'or »
Dans l'industrie, nous appelons cela le ‘problème de l’« échantillon d'or »10. L'usine construit une unité parfaite pour les tests. Ils utilisent les meilleurs joints, les vis les plus serrées et l'assemblage le plus soigné. Cette unité passe l'indice IP67 avec brio. Ensuite, ils vous envoient le rapport.
Mais lorsque la production de masse commence, les choses changent. Le fournisseur de joints peut passer à un composé moins cher. Les ouvriers d'assemblage peuvent ne pas serrer les vis au couple spécifié. Le moule peut s'user après 10 000 tirs, créant de minuscules interstices dans le boîtier. Aucun de ces changements n'apparaît dans le rapport de laboratoire initial.
Comment contrôler ce risque
Il y a trois étapes pratiques que vous pouvez suivre :
Étape 1 : Demander les enregistrements de contrôle qualité interne
Demandez à l'usine si elle effectue des contrôles ponctuels réguliers d'IP pendant la production. Un fabricant sérieux aura des enregistrements montrant qu'il prélève des échantillons aléatoires de chaque lot et les soumet à au moins un test de pulvérisation d'eau de base. Chez Loyalty-Secu, nous effectuons des tests de vieillissement et des contrôles ponctuels d'IP dans le cadre de notre processus de production standard. Nous pouvons fournir ces enregistrements à tout acheteur qui en fait la demande.
Étape 2 : Comparer les spécifications des joints
Demandez à l'usine de fournir la fiche technique (TDS) des joints utilisés dans l'échantillon de test et des joints utilisés en production. Comparez :
| Spécifications | Joint de l'échantillon de test | Joint de production | Correspondance ? |
|---|---|---|---|
| Matériau | Silicone | Silicone | ✅ |
| Dureté (Shore A) | 50 | 50 | ✅ |
| Plage de température | -60°C à +200°C | -60°C à +200°C | ✅ |
| Indice de résistance aux UV | Excellent | Excellent | ✅ |
| Nom du fournisseur | Fournisseur A | Fournisseur A | ✅ |
| Numéro de pièce | SG-4208-01 | SG-4208-01 | ✅ |
Si l'un de ces champs ne correspond pas, vous devez comprendre pourquoi. Un changement de fournisseur ou de matériau de joint est une raison légitime pour demander un nouveau test d'IP.
Étape 3 : Ré-test par un tiers
Pour les grosses commandes ou les projets critiques, prélevez des échantillons aléatoires dans le lot de production et envoyez-les à un laboratoire indépendant. Vous n'avez pas besoin de répéter le test IP67 complet à chaque fois. Un test ciblé de jet d'eau IPX6 sur 2-3 unités d'une série de production peut vous donner suffisamment de confiance.
Si les échantillons de production échouent à un test que l'échantillon de laboratoire d'origine a réussi, vous avez un problème de cohérence sérieux. À ce stade, le rapport d'origine doit être traité comme “référence uniquement”, et vous devez travailler avec l'usine pour identifier la cause profonde.
Le facteur d'usure du moule
Une chose que de nombreux acheteurs négligent est la dégradation des moules. Les moules d'injection s'usent avec le temps. Après des milliers de cycles, les surfaces du moule développent des micro-imperfections. Ces imperfections créent de minuscules interstices dans le boîtier en plastique — des interstices invisibles à l'œil nu mais suffisamment grands pour que l'eau s'infiltre sous pression.
Une usine responsable suivra le nombre de tirs du moule9 et effectuera la maintenance ou le remplacement à intervalles définis. Demandez à votre fournisseur : “ Combien de tirs ce moule a-t-il produits ? Quand a eu lieu la dernière maintenance du moule ? ” S'ils ne peuvent pas répondre, le risque d'étanchéité incohérente augmente à chaque série de production.
Pourquoi cela est important pour votre entreprise
Si vous êtes un intégrateur de systèmes déployant des caméras dans des endroits éloignés — champs pétrolifères du Texas occidental, chantiers de construction en Alberta, fermes solaires dans le Sahara — chaque unité défaillante n'est pas seulement une réclamation de garantie. C'est une intervention sur site. C'est une journée de technicien. C'est un client qui perd confiance dans votre capacité à livrer. Le coût de vérification de la cohérence de l'étanchéité en amont n'est qu'une fraction du coût de la gestion des défaillances sur le terrain plus tard.
Conclusion
Vérifiez d'abord les références du laboratoire. Ensuite, auditez les détails et les photos des tests. Enfin, vérifiez que les unités de production correspondent aux échantillons testés. Ces trois étapes vous protégeront de la plupart des risques de classement IP lors de l'approvisionnement en Chine.
1. Site officiel pour vérifier l'accréditation et la portée du laboratoire pour les tests IP selon IEC 60529 ou GB/T 4208. ︎↩︎ 2. Apprenez comment l'Arrangement de Reconnaissance Mutuelle de l'ILAC garantit l'acceptation internationale des résultats de tests des laboratoires accrédités CNAS. ︎↩︎ 3. Explication officielle de l'IEC sur les conditions de test IPX7 : 1 m de profondeur pendant 30 minutes. ︎↩︎ 4. Le caoutchouc de silicone offre une meilleure résistance aux UV et une plage de température plus large (-60°C à +200°C) pour les joints de caméras extérieures. ︎↩︎ 5. Le NBR est un matériau d'étanchéité moins cher mais se dégrade plus rapidement sous les UV et la chaleur élevée. ︎↩︎ 6. Portail en ligne pour vérifier l'authenticité des rapports de test TÜV par numéro de certificat. ︎↩︎ 7. Vérifiez les certificats SGS pour confirmer que le modèle de produit et le demandeur correspondent à votre commande. ︎↩︎ 8. Services de laboratoire indépendants pour vérifier que les unités de production correspondent aux performances d'étanchéité des échantillons testés. ︎↩︎ 9. Comment l'usure des moules d'injection sur des milliers de cycles peut créer des micro-interstices affectant la cohérence de l'étanchéité IP. ︎↩︎ 10. Explique le risque qu'une usine fabrique un échantillon parfait pour les tests mais utilise des matériaux moins chers en production de masse. ︎↩︎