
I know how fast paint can fail outdoors. I have seen humidity, salt, and heat turn a nice finish into a repair job. That is why I care about the pre-treatment first.
Yes, the aluminum housing is pre-treated with trivalent chromium conversion coating1 before painting. This layer helps the paint bond better, improves corrosion resistance, and supports RoHS2 and REACH3 compliance for long-term outdoor use.
 aluminum housing trivalent chromium pre-treatment paint adhesion
aluminum housing trivalent chromium pre-treatment paint adhesion
I want to explain this in a practical way, because the coating stack is not just a factory detail. It decides how well the camera survives heat, rain, salt spray, and scratches over time.
Table of Contents
How does trivalent chromium conversion coating prevent the paint from peeling in humid environments?
I have seen many outdoor products fail because the paint looked fine at first, then started to bubble and peel after months of moisture exposure. That kind of failure usually begins at the surface. It starts when water gets under the coating and weakens the bond between the metal and the paint. If the base layer is weak, the whole finish becomes easy to damage.
Trivalent chromium conversion coating helps me avoid that problem by creating a thin, stable chemical layer on the aluminum surface. It improves surface energy9 and gives the primer and topcoat a stronger grip. In humid air, that matters a lot, because the coating must resist water intrusion and stop under-film corrosion before it starts.
 trivalent chromium conversion coating humid environment paint peeling
trivalent chromium conversion coating humid environment paint peeling
Why humidity is such a real test for outdoor camera housings
Humidity does more than make the air feel heavy. It pushes water into tiny gaps, screw holes, edges, and sharp corners. I pay close attention to these weak points because they are often the first places where paint fails. When moisture reaches bare aluminum, oxidation can begin. That can lift the coating from below.
How the conversion layer works with the paint system
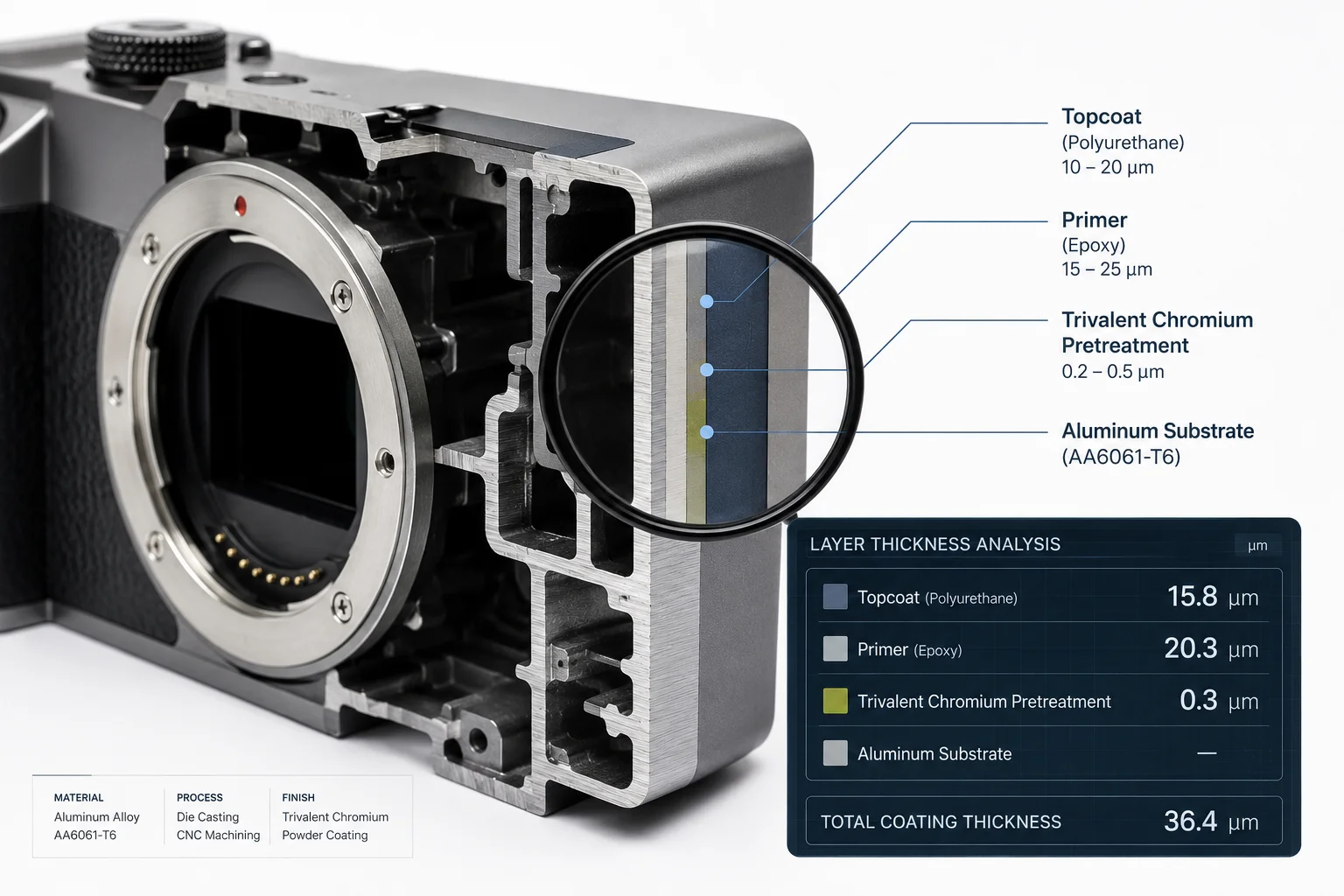
| Layer | Main job | What I need it to do |
|---|---|---|
| Cleaned aluminum surface | Remove oil and dirt | Give the coating a clean start |
| Trivalent chromium conversion layer | Create chemical bonding sites | Help primer stick better |
| Primer | Add barrier protection | Block water and improve grip |
| Topcoat | Give UV and weather protection | Protect appearance and slow aging |
The conversion coating is thin, but it is important. I do not treat it as a cosmetic step. I treat it as part of the protection system. The layer helps the paint wet the metal more evenly, and it supports better adhesion at a microscopic level. That means the coating is less likely to crack when the housing expands and contracts in heat and cold.
Why this matters for long service life
I build and sell products for outdoor use, so I care about field failure, not just lab samples. Humid places often create slow damage. A product can pass short tests and still fail later in the real world. A good trivalent chromium pre-treatment slows down that process. It helps prevent blistering, edge lift, and filiform corrosion. It also gives the final paint system a stronger base, which is important if the unit sits in rain, near the coast, or in a place with daily dew and temperature swings.
What I would check in a real project
| Check item | Why I care | Risk if ignored |
|---|---|---|
| Surface cleanliness | Oil blocks bonding | Early peeling |
| Conversion layer uniformity | Uneven film creates weak spots | Local failure |
| Coating thickness | Too thin reduces protection | Fast corrosion |
| Cross-hatch adhesion8 | Tests paint grip | Hidden weak bond |
| Humidity resistance | Shows real weather performance | Field complaints |
If I am supplying a project for a contractor or distributor, I do not want them to find peeling after the first wet season. I want the coating system to stay stable for years. That is why trivalent chromium conversion coating is not just a surface treatment to me. It is the first defense line that helps the whole finish survive wet air, rain, and long outdoor exposure.
Is the pre-treatment process compliant with environmental standards like RoHS and REACH?
I often hear this question from buyers who want good performance but also need safe and legal materials. That concern is fair. Many projects today must meet strict environmental rules, and some regions will reject parts that use harmful chemistry. If the pre-treatment is not compliant, the product can create import trouble, customer risk, and project delays.
Trivalent chromium conversion coating10 is designed as a lower-risk alternative to older hexavalent chromium systems. In practical terms, that means the process can support RoHS and REACH goals when the full material stack is managed correctly. I still need to verify the full bill of materials, the coating chemicals, and the supplier’s test documents, but the coating itself is widely used as a compliance-friendly option.
 RoHS REACH trivalent chromium compliant aluminum housing
RoHS REACH trivalent chromium compliant aluminum housing
Why compliance matters in my business
I work with customers who sell into the United States, Canada, Europe, and other markets. Each market can ask for different documents. Some ask about restricted substances. Some ask for material declarations. Some ask for test reports. If I ignore this part, I may deliver a product that performs well but still fails procurement review.
What RoHS and REACH mean in plain words
| Standard | Simple meaning | Why I care |
|---|---|---|
| RoHS | Limits certain hazardous substances in products | Helps with market access |
| REACH | Controls chemical risk in the EU market | Helps with import and sales approval |
| Material declaration | Lists what is in the product | Helps buyers check safety |
| Supplier test report | Shows measured compliance | Gives proof, not just claims |
Why trivalent chromium is easier to defend than old chrome systems
I prefer trivalent chromium because it gives me a better balance. It helps with adhesion and corrosion resistance, and it avoids the same level of concern that comes with traditional hexavalent chromium. That matters to engineers, compliance teams, and purchasing teams. They want a product that is not only strong, but also easier to approve.
What I still ask for before I trust the claim
I do not stop at a chemistry name on a spec sheet. I ask for the process flow, the material data sheet, the RoHS and REACH declarations, and, when needed, third-party test support. I also check whether the coating supplier is stable over time. A process can be compliant on paper and still be inconsistent in daily production. That is why I like to confirm the same result across batches.
How I explain this to customers
When I talk to a technical buyer, I keep it simple. I say the conversion coating is chosen not only for performance, but also for international market access. That way the customer understands that the coating supports both function and compliance. For many projects, that is important because it reduces risk during customs review, system approval, and long-term maintenance.
Will this chemical conversion layer provide a secondary line of defense if the exterior paint is scratched?
I care a lot about this point because scratches happen in the real world. A camera housing can get hit during shipping, installation, cleaning, or service work. If the top paint layer is scratched and the base metal is exposed, I do not want corrosion to spread fast. That is where the conversion layer becomes valuable again.
Yes, the chemical conversion layer can serve as a second defense line after a scratch. It does not make the housing invincible, and it does not replace good paint, but it can slow corrosion and reduce the chance that damage spreads under the coating. In other words, it gives me more time and more margin for error when the outer layer is damaged.
 scratched paint secondary defense trivalent chromium layer
scratched paint secondary defense trivalent chromium layer
Why scratches are more serious than they look
A small scratch can look harmless. But once the protective paint is broken, moisture and oxygen can reach the metal. In outdoor use, that can lead to white corrosion, staining, or coating lift around the damaged spot. If the base layer is weak, the problem can grow faster than people expect.
How the conversion layer helps after damage
| Damage case | Without conversion layer | With conversion layer |
|---|---|---|
| Small scratch | Bare aluminum is exposed | Better local corrosion resistance |
| Edge chip | Corrosion can spread fast | Spread is slower |
| Screw-hole wear | Moisture can enter easily | Extra protection remains |
| Minor abrasion | Paint loses barrier strength | System keeps more reserve |
Why I like layered defense
I do not rely on one layer to do everything. I prefer a system. The conversion coating helps at the metal level. The primer helps with bonding and barrier strength. The topcoat helps with UV, rain, and impact. If the surface gets damaged, the lower layer still gives me some protection. That is useful in field products, where the housing may not stay perfect forever.
What this means in daily use
For an industrial PTZ camera, scratches can happen when a technician adjusts the mount, when a ladder hits the housing, or when debris blows in the wind. I want the coating system to resist those events. A good conversion layer does not just help in the lab. It helps when the product is already installed and no one wants to send a truck back out.
Why cross-layer protection matters to buyers
Many buyers focus only on the visible finish. I think that is too narrow. The visible finish matters, but the hidden layers decide long-term cost. If the hidden layer keeps corrosion from spreading, then the customer gets fewer repairs, fewer complaints, and lower service cost. That is especially important for remote jobs, where a second visit is expensive.
Can I request a cross-section analysis to verify the integrity of the chromium pre-treatment layer?
I think this is a very smart request. If I were buying for a serious project, I would also want proof, not just words. A cross-section analysis helps me see the layer stack and check whether the pretreatment, primer, and topcoat are all present and well formed. It is a good way to reduce doubt.
Yes, you can request cross-section analysis4 to verify the integrity of the chromium pre-treatment layer. This test can help confirm coating thickness, layer continuity, and interface quality between the aluminum, conversion layer, primer, and topcoat. It is one of the best ways to validate that the factory process matches the claim.
 cross-section analysis chromium pretreatment layer verification
cross-section analysis chromium pretreatment layer verification
What cross-section analysis can show
In a coating stack, I want to know more than the color on the surface. I want to know if the layers are continuous. I want to know if there are voids, bubbles, or weak bonding areas. A cross-section can show whether the conversion treatment was done properly and whether the paint system sits on top of a stable base.
Why this test gives me confidence
| Test method | What it checks | Why it matters |
|---|---|---|
| Cross-section analysis | Layer structure and thickness | Confirms the coating stack |
| Adhesion test7 | How well paint sticks | Predicts peeling risk |
| Salt spray test5 | Corrosion resistance | Simulates harsh outdoor use |
| Humidity test6 | Moisture stability | Shows wet-environment performance |
| Visual inspection | Surface defects | Finds process mistakes early |
What I ask the factory to provide
I usually want clear photos, measured data, and a short note that explains the sample. I also want to know where the sample came from, because edge areas and flat areas can behave differently. If I am working on an OEM or ODM project, I may also ask for batch records, so I can connect the test sample to real production.
Why this is useful for engineers and distributors
Technical buyers do not want guesswork. They want evidence. A cross-section report can help them approve a product faster, show proof to their own customers, and reduce internal debate. It can also support a quality file for future orders. If a problem ever appears, the earlier report gives a clear baseline.
My practical view
I think a cross-section analysis is not optional when the project is critical. For a low-risk indoor product, maybe the surface check is enough. But for outdoor PTZ cameras, especially in hot, wet, or salty places, I prefer real proof. That is how I protect project uptime, lower warranty risk, and keep the coating story honest.
Conclusion
I choose trivalent chromium pre-treatment because it strengthens adhesion, improves weather resistance, supports compliance, and adds a real backup layer under the paint.
1. Overview of trivalent chromium conversion coatings, their application and benefits for aluminum. ↩︎ 2. Official EU RoHS directive limiting hazardous substances in electrical and electronic equipment. ↩︎ 3. EU regulation for Registration, Evaluation, Authorisation and Restriction of Chemicals. ↩︎ 4. ASTM standard for measuring coating thickness by cross-section microscopy. ↩︎ 5. ASTM B117 standard for salt spray (fog) testing to evaluate corrosion resistance. ↩︎ 6. IEC standard for damp heat, steady state testing of environmental endurance. ↩︎ 7. ASTM D3359 standard for measuring adhesion by tape test (cross-hatch). ↩︎ 8. Description and standard for cross-hatch adhesion testing of coatings. ↩︎ 9. How surface energy affects paint adhesion and coating performance. ↩︎ 10. Definition and types of conversion coatings for metal finishing. ↩︎