
J'ai vu des caméras mourir après une seule tempête au Texas. Le joint semblait bien à l'extérieur, mais l'humidité avait déjà tué la carte à l'intérieur.
Un joint de caméra PTZ bien conçu se récupère grâce à la mémoire élastique du joint, aux valves de décompression qui égalisent la pression et aux modules de chauffage internes qui assèchent activement l'humidité résiduelle dans les 2 à 4 heures suivant la fin d'une inondation.
 Récupération du joint de caméra PTZ après une inondation
Récupération du joint de caméra PTZ après une inondation
La plupart des gens pensent que l'étanchéité est une chose unique. Vous le scellez à l'usine, et il reste scellé pour toujours. Ce n'est pas comme ça que ça marche dans le monde réel. Les variations de température, la pression de l'eau et les cycles répétés d'ouverture-fermeture sollicitent le joint. Ci-dessous, j'explique exactement comment chaque mécanisme de récupération fonctionne et ce que cela signifie pour vos déploiements sur le terrain.
Table des matières
Les joints retrouveront-ils leur forme d'origine et maintiendront-ils un joint IP67 après une inondation ?
Après une inondation, je reçois toujours la même question des intégrateurs : “ Dois-je remplacer tous les joints sur site ? ” La réponse courte est non, si le bon matériau a été utilisé.
Les joints EPDM et silicone de qualité industrielle ont une mémoire élastique qui leur permet de retrouver leur forme d'origine en quelques secondes après la suppression de la pression de l'eau, maintenant une intégrité de joint IP67 complète sans intervention manuelle.
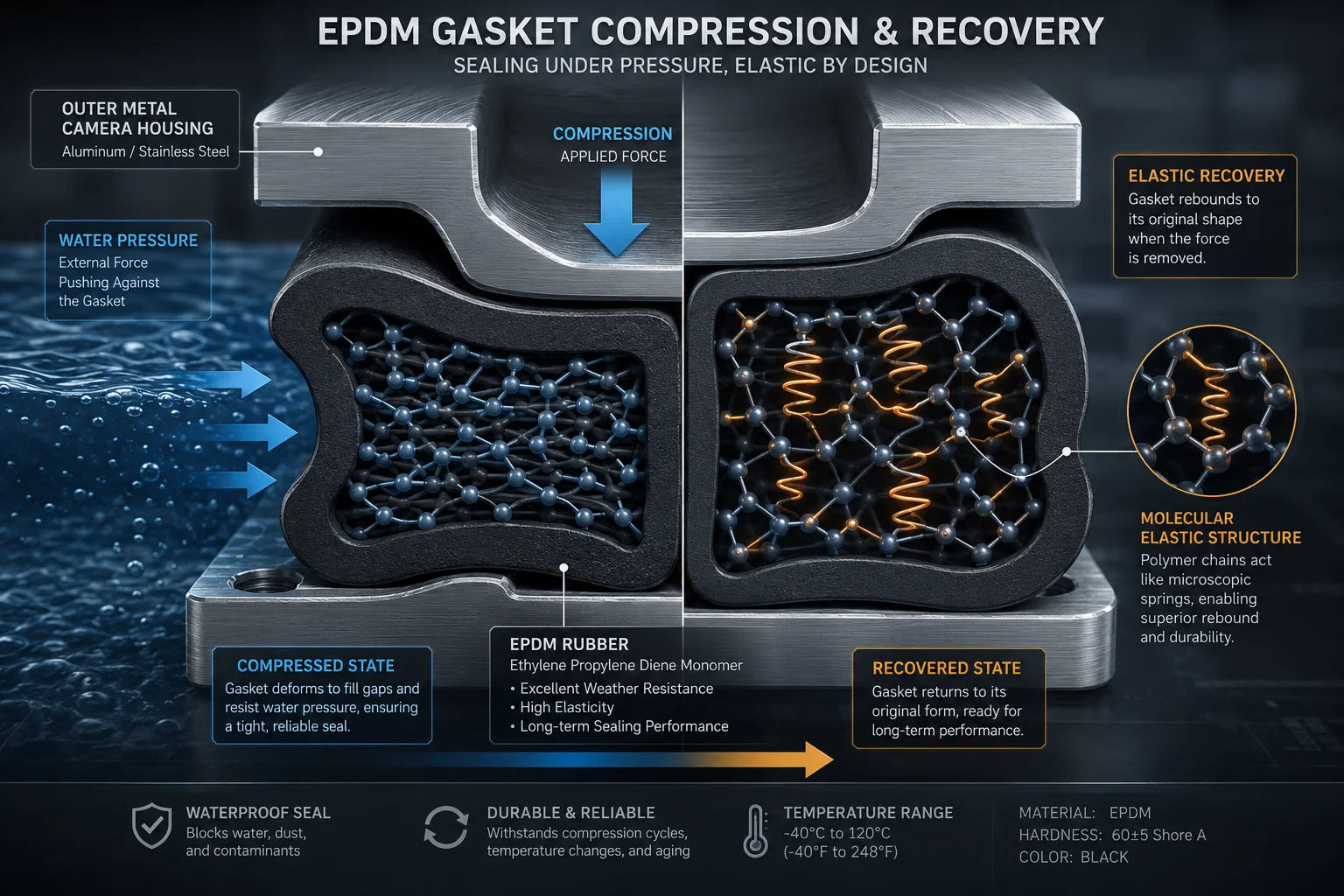 Mémoire élastique du joint de caméra PTZ après inondation
Mémoire élastique du joint de caméra PTZ après inondation
Pourquoi le matériau du joint est plus important que son épaisseur
Tous les caoutchoucs ne sont pas identiques. Les caméras bon marché utilisent du caoutchouc nitrile générique. Il fonctionne bien pendant un an. Ensuite, il durcit. Une fois durci, il ne peut pas rebondir après compression. Cela signifie qu'après une inondation, le joint est définitivement compromis.
Nous utilisons EPDM (Éthylène Propylène Diène Monomère)1 pour une raison. Ce matériau a une résistance à la déformation permanente2 inférieure à 10 %. Cela signifie que si vous le comprimez à plat sous la pression de l'eau pendant des heures, il retrouve encore plus de 90 % de sa hauteur d'origine lorsque la pression disparaît.
Comment la récupération se produit réellement
Voici la séquence pendant et après une inondation :
- L'eau monte et applique une pression hydrostatique4 contre le joint du boîtier.
- Le joint se comprime légèrement sous cette pression, ce qui améliore en fait l'étanchéité pendant l'immersion.
- L'eau se retire. La pression externe retombe aux niveaux atmosphériques normaux.
- Le joint EPDM reprend sa section transversale d'origine en 3 à 5 secondes.
- Le joint est intact. Pas d'espace. Pas de passage pour l'humidité résiduelle.
Le rôle de la graisse de silicone
La surface du joint est recouverte d'une fine couche de lubrifiant à base de silicone3. Cela remplit deux objectifs. Premièrement, cela empêche le joint de coller à la surface du boîtier avec le temps. Dans les climats chauds comme le Texas, le caoutchouc peut littéralement fusionner avec le métal s'il est laissé sec. Deuxièmement, cela maintient le matériau souple lors des cycles d'humidité et de séchage. Sans cette graisse, même un bon EPDM se fissurera après 2 à 3 ans d'exposition aux UV et à la chaleur.
| Matériau du joint | Déformation rémanente à la compression (%) | Temps de récupération | Durée de vie sur le terrain |
|---|---|---|---|
| EPDM (notre standard) | < 10% | 3 à 5 secondes | 8–10 ans |
| Silicone | < 15% | 5-10 secondes | 6–8 ans |
| Nitrile (NBR) | 25–40 % | 30+ secondes | 2–3 ans |
| PVC générique | 50%+ | Peut ne pas récupérer | < 1 an |
Ce que cela signifie pour les projets de David
David, si vos caméras sont déployées sur des chantiers de construction ou le long de routes sujettes aux inondations au Texas, vous n’avez pas besoin d’envoyer une équipe après chaque tempête pour inspecter les joints. Le matériau fait le travail pour vous. Il suffit de confirmer par accès à distance que l’image est claire et sans buée. Si c’est le cas, le joint s’est rétabli de lui-même.
Comment la “ mémoire du joint ” garantit-elle que le joint ne tombe pas en panne après la réouverture de la caméra ?
Chaque fois qu’un technicien ouvre le boîtier pour accéder à la carte SD ou effectuer des mises à jour du firmware, je m’inquiète d’une chose : a-t-il correctement positionné le joint ? L’erreur humaine est la principale cause de défaillance d’étanchéité.
La mémoire du joint fonctionne grâce à la structure moléculaire du matériau, qui conserve sa forme moulée de manière permanente. Même après avoir été déplacé ou comprimé lors de l’accès au boîtier, le joint revient à son profil de conception et rétablit l’étanchéité sans outils spéciaux ni alignement.
 Mécanisme de mémoire de joint dans le boîtier de caméra PTZ
Mécanisme de mémoire de joint dans le boîtier de caméra PTZ
Ce que “ mémoire ” signifie réellement en science des matériaux
Quand nous disons qu’un joint a de la “ mémoire ”, nous ne parlons pas d’électronique. Nous parlons du comportement des chaînes polymères5. Le caoutchouc EPDM est réticulé pendant la vulcanisation. Ces réticulations agissent comme de minuscules ressorts au niveau moléculaire. Lorsque vous déformez le matériau, les chaînes s’étirent. Lorsque vous relâchez la force, les chaînes reviennent à leur configuration d’origine.
Ceci est différent de la déformation plastique, où le matériau conserve sa nouvelle forme. Les joints bon marché subissent une déformation plastique. Les bons joints subissent une déformation élastique. La différence détermine si votre caméra survit à sa deuxième année sur le terrain.
Le problème du monde réel : cycles d’accès répétés
Une caméra PTZ typique dans un projet actif peut être ouverte 5 à 10 fois au cours de sa première année. Chaque fois, le joint est :
- Retiré de sa rainure
- Potentiellement étiré ou tordu
- Remis en place (parfois incorrectement)
- Compressée à nouveau lorsque le boîtier est fermé
Sans forte mémoire élastique, chaque cycle dégrade légèrement le joint. Après 10 cycles, vous pourriez avoir un joint qui s'affaisse de 0,2 mm par rapport à sa position initiale. Cet espace de 0,2 mm suffit pour que la vapeur d'eau pénètre.
Comment nous concevons pour éviter cela
Nos joints sont moulés avec un profil de section transversale spécifique, généralement en forme de D ou de P plutôt qu'un simple joint torique. Ce profil a une “sur-hauteur” intégrée d'environ 20 %. Lorsque le boîtier est fermé, le joint est comprimé de 20 %, créant une pression positive contre les deux surfaces. Même si le joint perd 5 % de sa hauteur sur 1 000 cycles, il lui reste encore une marge de compression de 15 %.
La conception de la rainure est également importante
Le joint repose dans une rainure usinée. Cette rainure est conçue avec des tolérances serrées afin que le joint ne puisse pas se déplacer latéralement. Même si un technicien le replace légèrement décentré, les parois de la rainure le guident dans la bonne position lorsque le boîtier est fermé. Il s'agit d'un système de correction d'erreurs passif. Il ne repose pas sur la prudence du technicien. Il repose sur la géométrie.
| Accéder au nombre de cycles | Perte de hauteur du joint | Marge de compression restante | État du joint |
|---|---|---|---|
| 0 (neuf) | 0% | 20% | Joint complet |
| 100 cycles | ~2% | 18% | Joint complet |
| 500 cycles | ~5% | 15% | Joint complet |
| 1 000 cycles | ~8% | 12% | Joint complet |
| 2 000+ cycles | ~12% | 8% | Remplacement recommandé |
Existe-t-il un “ joint de secours ” secondaire pour protéger l'électronique principale si le joint primaire échoue ?
J'ai appris très tôt dans ce secteur que les conceptions à point de défaillance unique ne survivent pas sur le terrain. Si un seul joint se trouve entre une caméra de 2 000 € et une carte morte, c'est une mauvaise ingénierie.
Oui. Nos caméras utilisent un système de défense à plusieurs barrières. Derrière le joint principal, un nano-revêtement conforme sur le circuit imprimé et un composé d'enrobage aux points d'entrée des câbles agissent comme des joints secondaires et tertiaires, garantissant la survie de l'électronique même si le joint extérieur est compromis.
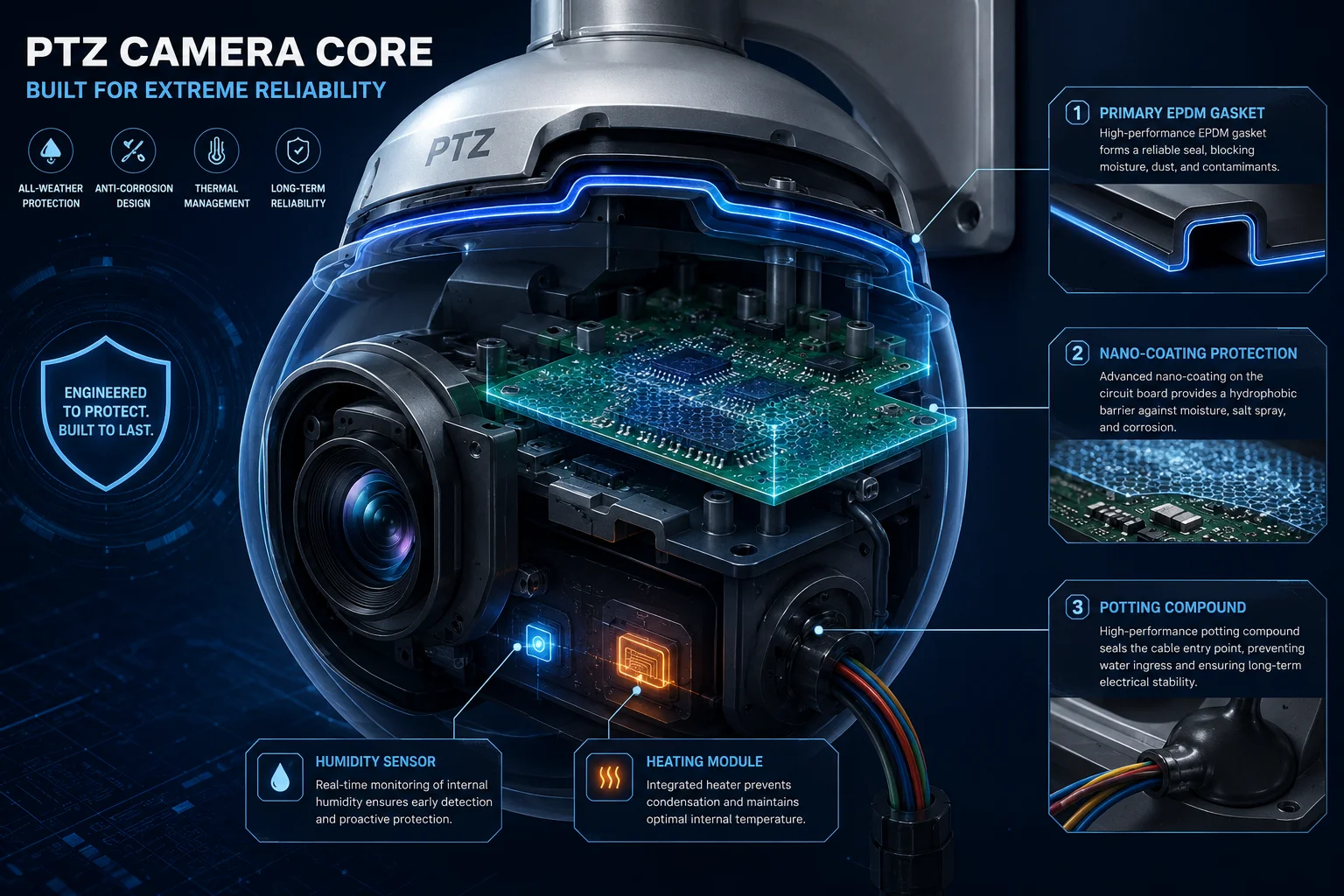 Couches de joint de secours dans l'électronique des caméras PTZ
Couches de joint de secours dans l'électronique des caméras PTZ
Couche 1 : Le joint primaire (Première ligne de défense)
C'est le joint EPDM dont nous avons discuté plus haut. Il arrête 99,9 % des infiltrations d'eau dans des conditions normales. Mais le “ normal ” ne couvre pas tout. Un boîtier fissuré, un débris logé dans le joint, ou un défaut de fabrication peuvent tous compromettre cette couche.
Couche 2 : Nano-revêtement conforme sur le circuit imprimé
Chaque carte de circuit imprimé à l'intérieur de nos caméras est recouverte d'une nano-couche hydrophobe. Ce revêtement est appliqué en usine à l'aide d'un procédé de dépôt en phase vapeur6. Il est invisible. Il n'ajoute aucune épaisseur. Mais il fait perler les gouttelettes d'eau et les fait rouler sur la surface de la carte plutôt que de s'étaler sur les pistes et de provoquer des courts-circuits.
Ce n'est pas une sauvegarde théorique. J'ai personnellement vu des cartes exposées à la condensation pendant des semaines. Celles avec le nano-revêtement n'ont montré aucune corrosion. Celles sans, présentaient une oxydation verte sur chaque piste de cuivre exposée.
Couche 3 : Composé d'enrobage aux points d'entrée des câbles
Le point le plus vulnérable de toute caméra extérieure n'est pas le joint du boîtier. C'est l'entrée du câble. L'eau suit les câbles. Elle s'infiltre le long de la gaine, entre les conducteurs individuels, et dans le boîtier par capillarité. C'est ce qu'on appelle l'effet de siphon.
Nous éliminons cela en remplissant l'intérieur du presse-étoupe avec un composé d'enrobage époxy bi-composant. composé d'enrobage7. Une fois durci, il forme un bloc solide et étanche autour du câble. L'eau ne peut pas le traverser. Point final.
Couche 4 : Capteur d'humidité interne + Chauffage actif
Si toutes les barrières physiques échouent et que l'humidité pénètre dans le boîtier, le système le détecte. Un capteur d'humidité8 surveille en permanence les conditions internes. Si l'humidité relative dépasse 70 %, le système déclenche un chauffage interne. Ce chauffage augmente la température interne de 5 à 10 °C, ce qui évapore l'humidité piégée. La vapeur d'eau sort ensuite par la valve d'aération9.
. C'est une auto-récupération active. La caméra se répare elle-même sans que personne n'y touche.
Pourquoi c'est important pour les déploiements à distance
David, lorsque vos caméras sont sur des poteaux solaires à 80 km du technicien le plus proche, vous ne pouvez pas vous permettre un point de défaillance unique. Ces couches de sauvegarde signifient que même dans le pire des scénarios, votre électronique reste opérationnelle assez longtemps pour que vous puissiez planifier une visite de maintenance selon vos conditions, et non en urgence.
L'usine teste-t-elle la “ résilience du joint ” après 1 000 cycles de fluctuations de température ?
Je deviens sceptique lorsque les fabricants revendiquent l'IP67 sur la base d'un seul test d'immersion. Un seul test ne vous dit rien sur les performances après trois ans. Je veux savoir ce qui se passe après 1 000 cycles thermiques.
Oui. Chaque conception de joint subit des tests de vieillissement accéléré qui simulent plus de 1 000 cycles thermiques entre -40°C et +70°C, suivis de nouveaux tests de conformité IP67. Seules les conceptions qui réussissent les tests d'immersion post-vieillissement entrent en production de masse.
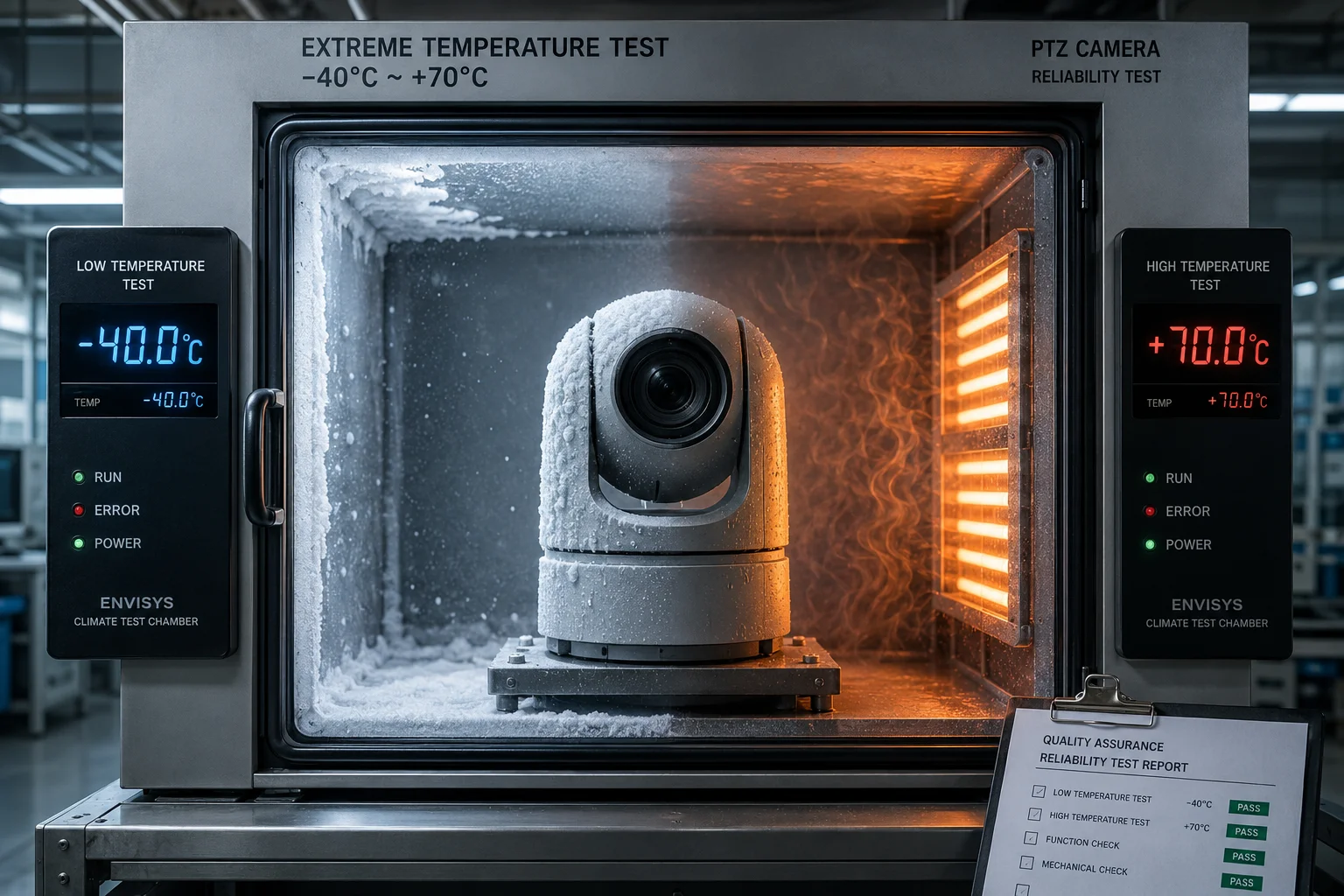 Test de cyclage thermique en usine pour les joints de caméra PTZ
Test de cyclage thermique en usine pour les joints de caméra PTZ
Ce que fait réellement un test de cyclage thermique
Un seul cycle thermique signifie : chauffer la caméra à +70°C, maintenir pendant 2 heures, puis la refroidir à -40°C, maintenir pendant 2 heures. C'est un cycle. Nous en effectuons 1 000 à la suite. Cela prend environ 170 jours dans la chambre de test.
Pourquoi est-ce important ? Parce que les changements de température provoquent deux phénomènes qui détruisent les joints :
- Dilatation différentielle. Le boîtier en aluminium se dilate et se contracte à un rythme différent de celui du joint EPDM. Sur des centaines de cycles, cela peut créer des micro-fissures.
- Fatigue du matériau. L'étirement et la compression répétés affaiblissent les chaînes polymères au fil du temps. Un joint qui scelle parfaitement le premier jour peut fuir le 500e jour.
Notre protocole de test
Voici la séquence exacte que nous suivons :
- Assembler la caméra avec des joints de production (pas des échantillons triés sur le volet).
- Effectuer 1 000 cycles thermiques (-40°C à +70°C).
- Immédiatement après le dernier cycle, immerger la caméra dans 1 mètre d'eau pendant 30 minutes (norme IP67).
- Retirer et inspecter toute humidité interne à l'aide d'indicateurs d'humidité.
- Démontage et inspection du joint pour déformation permanente, fissuration ou défaillance d'adhérence.
À quoi ressemble une défaillance
Au cours de notre phase de R&D, nous avons testé 6 composés de joints différents. Trois d'entre eux ont échoué avant 500 cycles. Le mode de défaillance était toujours le même : le joint a développé un “set de compression” où il ne revenait plus à sa hauteur initiale. L'espace était inférieur à 0,1 mm, mais suffisant pour que la vapeur d'eau pénètre pendant la phase de refroidissement lorsque la pression interne diminue.
Les deux composés qui ont passé les 1 000 cycles sans aucune infiltration d'humidité sont ceux que nous utilisons aujourd'hui en production.
Au-delà du joint : vieillissement complet du système
Nous ne testons pas seulement le joint d'étanchéité isolément. La caméra assemblée dans son intégralité passe par ce processus. Cela signifie que la valve de respiration, les presse-étoupes, le joint de fenêtre et le mécanisme d'essuie-glace sont tous testés ensemble. Un système n'est aussi solide que son point d'étanchéité le plus faible.
| Paramètre d'essai | Spécifications | Critères de réussite |
|---|---|---|
| Plage de température | -40°C à +70°C | Pas de fissuration ni de déformation permanente |
| Nombre de cycles | 1 000 minimum | Perte de hauteur du joint < 10% |
| Immersion post-cycle | 1m de profondeur, 30 minutes | Aucune humidité interne détectée |
| Indicateur d'humidité | Bandes de chlorure de cobalt | Doit rester bleu (sec) |
| Vérification de l'adhérence du joint | Test de traction manuel | Pas de collage à la surface du boîtier |
| Test de débit de la valve de respiration | Mesure du débit d'air | Doit maintenir le débit nominal ±10% |
Ce que cela signifie pour votre coût total de possession sur 5 ans
David, lorsque vous calculez le coût total de possession pour un déploiement de 200 caméras, la défaillance d'étanchéité est le tueur de budget silencieux. Chaque unité défaillante vous coûte $300 en interventions sur site plus $200 en pièces de rechange plus temps d'arrêt du projet. Notre validation par cyclage thermique signifie que vous pouvez projeter avec confiance un taux de défaillance lié à l'étanchéité inférieur à 1% sur 5 ans. C'est la différence entre un projet rentable et un gouffre financier.
Conclusion
La capacité de récupération d'étanchéité d'une caméra PTZ n'est pas de la magie. C'est la science des matériaux, une géométrie intelligente et une redondance multicouche qui travaillent ensemble. Lorsque vous choisissez une caméra avec des joints EPDM, des valves de respiration, des cartes nano-revêtues et un cyclage thermique validé en usine, vous achetez des années de fonctionnement sans entretien dans les conditions les plus difficiles.
1. Découvrez l'excellente résistance du caoutchouc EPDM aux intempéries, à l'ozone et au vieillissement, ce qui le rend idéal pour les joints extérieurs. ︎↩︎ 2. Découvrez comment le taux de compression mesure la capacité d'un joint à retrouver sa forme initiale après compression. ︎↩︎ 3. La graisse de silicone empêche le collage des joints et maintient la flexibilité sur une large plage de températures. ︎↩︎ 4. Découvrez comment la profondeur de l'eau crée une pression hydrostatique qui peut comprimer les joints lors d'inondations. ︎↩︎ 5. Explorez la science de la façon dont les chaînes de polymères réticulées fournissent une récupération élastique dans les caoutchoucs. ︎↩︎ 6. Découvrez comment le dépôt de vapeur applique des revêtements conformes ultra-minces au niveau moléculaire. ︎↩︎ 7. Explorez comment les composés d'enrobage époxy créent une barrière étanche autour des points d'entrée des câbles. ︎↩︎ 8. Vérifiez comment les capteurs d'humidité déclenchent un séchage actif pour éviter la condensation interne. ︎↩︎ 9. Apprenez comment les valves de respiration à égalisation de pression empêchent l'infiltration d'humidité et permettent le séchage interne. ︎↩︎