
He visto demasiadas cámaras PTZ de exterior volverse calcáreas y quebradizas después de solo dos veranos bajo el sol de Texas. Ese fallo cuesta dinero real.
Sí, el recubrimiento de la carcasa de nuestra cámara PTZ de grado industrial ha superado más de 1.000 horas de pruebas aceleradas de envejecimiento UV según las normas ASTM G154. Esto equivale a 3 a 5 años de exposición real en exteriores en regiones con altos niveles de UV como Texas o California, con un cambio de color (Delta-E) inferior a 3,0 y una retención de brillo superior al 85%.
 Resultados de la prueba de envejecimiento UV del recubrimiento exterior de la cámara PTZ
Resultados de la prueba de envejecimiento UV del recubrimiento exterior de la cámara PTZ
A continuación, desglosaré exactamente lo que demuestra esta prueba, qué números debe exigir a cualquier proveedor y por qué esto es importante para el valor de sus activos durante un ciclo de implementación de 5 años.
Índice
¿La prueba de envejecimiento UV (ASTM G154) demuestra que el acabado blanco permanecerá blanco durante más de 5 años?
He tenido clientes que me han enviado fotos de cámaras de la competencia donde la carcasa blanca se volvió de color gris amarillento en 18 meses. Eso no es solo feo, sino que indica la degradación del recubrimiento.
Nuestros resultados de la prueba ASTM G154 Ciclo 1 confirman que el acabado blanco mantiene un Delta-E inferior a 3,0 después de 1.000 horas de envejecimiento acelerado. Esto es físicamente equivalente a 3–5 años de exposición en exteriores en zonas con altos niveles de UV, lo que significa que el blanco se mantiene blanco durante el ciclo de vida típico del proyecto.
 Cámara PTZ con acabado blanco de prueba de envejecimiento UV ASTM G154
Cámara PTZ con acabado blanco de prueba de envejecimiento UV ASTM G154
Lo que realmente prueba la ASTM G154
La ASTM G154 no es una prueba suave. Utiliza lámparas UVA-3401 que imitan la parte más dañina de la luz solar del mediodía: los rayos ultravioleta de onda corta de 340 nm. La prueba se realiza en ciclos: 8 horas de exposición a rayos UV a 60 °C, luego 4 horas de condensación de humedad a 50 °C. Este ciclo de calor-frío, seco-húmedo ataca el recubrimiento desde dos direcciones a la vez.
La mayoría de las cámaras PTZ de grado de consumo omiten esta prueba por completo o solo la ejecutan durante 200 horas. Es como probar un neumático de coche conduciéndolo por un aparcamiento. Nuestro mínimo de 1.000 horas es la verdadera prueba de estrés.
Por qué 1.000 horas equivalen a 3–5 años en exteriores
El factor de aceleración depende de su ubicación de implementación. En Arizona o el oeste de Texas, donde el índice UV alcanza regularmente 10+, 1.000 horas de ASTM G154 equivalen aproximadamente a 3 años de exposición real. En el noroeste del Pacífico o en el norte de Europa, esas mismas 1.000 horas equivalen a entre 5 y 7 años. Para la mayoría de las implementaciones en Norteamérica, puede contar con seguridad con 5 años de rendimiento de "blanco que se mantiene blanco".
El sistema de defensa de tres niveles
No dependemos de una sola capa de pintura. Nuestro proceso utiliza tres capas:
- pretratamiento de cromato7 capa — Esto se une químicamente a la superficie de la aleación de aluminio. Detiene la corrosión en el nivel del metal.
- imprimación de poliuretano8 — Este es el principal escudo anticorrosión. Incluso si la capa superior se raya, esta capa mantiene la humedad fuera.
- capa superior de fluorocarbono/poliéster de alta resistencia a la intemperie con absorbentes de UV9 — Esta piel exterior absorbe la energía UV y la convierte en calor inofensivo antes de que pueda descomponer las cadenas moleculares debajo.
Comparación del factor de aceleración por región
| Región de despliegue | Índice UV (Promedio de verano) | 1.000 h ASTM G154 equivale a | Retención de blanco esperada |
|---|---|---|---|
| Texas / Arizona / California | 9–11 | ~3 años a la intemperie | Delta-E < 3.0 |
| Atlántico Medio / Medio Oeste de EE. UU. | 6–8 | ~4–5 años a la intemperie | Delta-E < 2.0 |
| Norte de Europa / Noroeste del Pacífico | 4–6 | ~5–7 años en exteriores | Delta-E < 1.5 |
La conclusión: si va a instalar en un área con alta radiación UV, esta prueba es su póliza de seguro. Sin ella, está apostando con la apariencia a largo plazo y la integridad estructural de su proyecto.
¿Cuál es el valor de cambio de color Delta-E después de la exposición intensiva a los rayos UV de 1.000 horas?
Recibo esta pregunta de todos los integradores serios. Saben que “probado contra rayos UV” no significa nada sin un número adjunto.
Después de 1.000 horas de exposición a ASTM G154, nuestro recubrimiento ofrece un valor Delta-E inferior a 3.0. En términos prácticos, esto significa que el ojo humano no puede detectar ningún cambio de color significativo. La mayoría de nuestros lotes de producción en realidad se encuentran entre Delta-E 1.5 y 2.5.
 Medición del cambio de color Delta-E recubrimiento de cámara PTZ
Medición del cambio de color Delta-E recubrimiento de cámara PTZ
Lo que realmente significan los números Delta-E
Delta-E es una medida científica de la diferencia de color. Utiliza el espacio de color CIE Lab* para calcular cuánto se ha movido un color desde su punto original. Esto es lo que significan los números en la vida real:
- Delta-E 0–1: Sin diferencia visible. Solo los instrumentos de laboratorio pueden detectarlo.
- Delta-E 1–3: Un ojo entrenado podría notar un ligero cambio bajo una iluminación perfecta. La gente normal no lo verá.
- Delta-E 3–5: Se puede ver la diferencia si se colocan muestras viejas y nuevas una al lado de la otra.
- Delta-E 5+: Cambio de color obvio. Aquí es donde los clientes empiezan a quejarse.
Nuestro objetivo es inferior a 3.0. Esto mantiene las cámaras instaladas con un aspecto uniforme incluso cuando se agregan nuevas unidades a un sitio existente años después.
Por qué esto es importante para su marca
Si usted es un integrador de sistemas que vende bajo su propia marca — digamos que ha etiquetado nuestras cámaras como “LinkSecure” o con su propio nombre — la consistencia del color es un problema de marca. Imagine que un cliente pasa junto a una fila de cámaras en su edificio. Dos se ven de color blanco brillante. Una se ve amarillenta. Eso da una mala impresión. Hace que toda su instalación parezca barata.
Cómo medimos Delta-E
Utilizamos un espectrofotómetro (X-Rite o BYK-Gardner) para tomar lecturas antes y después de la prueba de la cámara UV. La medición sigue ASTM D2244 los estándares. Tomamos lecturas en tres puntos de cada panel de muestra y calculamos el promedio. Esto elimina cualquier error de un solo punto.
Rendimiento Delta-E por tipo de recubrimiento
| Material del recubrimiento | Delta-E después de 500h | Delta-E después de 1.000h | Delta-E después de 2.000h |
|---|---|---|---|
| Recubrimiento en polvo estándar (consumidor) | 3,5–5,0 | 6,0–9,0 | 10+ (amarilleo visible) |
| Poliéster para exteriores (gama media) | 1,5–2,5 | 2,5–4,0 | 4,0–6,0 |
| Fluorocarbono FEVE2 (nuestro estándar) | 0,8–1,5 | 1,5–2,5 | 2,5–3,5 |
La ventaja de Signal White
Siempre recomiendo Signal White (RAL 90033) para implementaciones en exteriores. Hay dos razones. Primero, el blanco refleja aproximadamente el 70% de la radiación de calor solar. Esto mantiene el chipset de IA interno más frío, lo que extiende su vida útil. Segundo, los recubrimientos blancos muestran menos envejecimiento por UV que los colores oscuros. Una cámara gris oscuro podría mostrar patrones de tizado en 2 años. El blanco oculta esos mismos efectos durante mucho más tiempo.
Si las especificaciones de su proyecto requieren un color personalizado, aún podemos alcanzar Delta-E < 3.0, pero el blanco le brinda el mejor margen de seguridad.
¿El informe de prueba incluye datos de “retención de brillo” para garantizar que la carcasa no se vuelva porosa?
El color es solo la mitad de la historia. He visto cámaras que todavía se ven blancas pero se sienten ásperas como papel de lija. Eso es pérdida de brillo, y significa que el recubrimiento se está descomponiendo a nivel superficial.
Sí, nuestros informes de prueba incluyen datos de retención de brillo medidos según ASTM D523. Después de 1000 horas de envejecimiento por UV, nuestro recubrimiento mantiene más del 85% de su valor de brillo original. Esto demuestra que la superficie permanece sellada y no porosa, evitando que la humedad y la sal lleguen al sustrato de aluminio.
 Prueba de retención de brillo recubrimiento de la carcasa de la cámara PTZ
Prueba de retención de brillo recubrimiento de la carcasa de la cámara PTZ
Por qué la pérdida de brillo es más peligrosa que el cambio de color
Cuando un recubrimiento pierde brillo, significa que la superficie se está volviendo microscópicamente rugosa. Piense en ello como si la piel se secara y se agrietara. Esas pequeñas grietas y poros dejan entrar el agua. En zonas costeras, entra agua salada. En zonas industriales, entran contaminantes químicos. Una vez que la humedad llega al aleación de aluminio debajo, se produce corrosión galvánica10. La carcasa se debilita. Los tornillos se aflojan. Las juntas fallan. El agua entra en el compartimento de la electrónica.
Es por eso que la retención de brillo es más importante que el color para la integridad estructural.
Cómo medimos la retención de brillo
Utilizamos un medidor de brillo configurado en un ángulo de 60° (el estándar para acabados semibrillantes y brillantes) siguiendo ASTM D523. El proceso es simple:
- Mida el brillo original antes de la prueba de la cámara UV.
- Mida el brillo en intervalos de 250h, 500h, 750h y 1000h.
- Calcule la retención como un porcentaje del valor original.
Nuestro umbral de aprobación/fallo es del 85%. La mayoría de nuestros lotes obtienen una retención del 88-92% después de 1000 horas.
¿Qué sucede cuando el brillo cae por debajo del 70%?
Por debajo del 70% de retención de brillo, el recubrimiento ha entrado en lo que llamamos la “zona de tización”. Puede pasar el dedo por la superficie y recoger un fino polvo blanco. Este polvo es la capa superior que literalmente se desintegra en polvo. En esta etapa:
- La tasa de absorción de agua aumenta entre un 300% y un 400%
- La resistencia a la niebla salina cae de más de 1000 horas a menos de 200 horas
- El recubrimiento ya no puede proteger contra el estrés del ciclo térmico
La mayoría de las cámaras PTZ de grado de consumo alcanzan esta etapa de tización en 12 a 18 meses de despliegue exterior en áreas de alta radiación UV. Por eso fallan tan rápidamente.
La conexión entre el brillo y la porosidad
Una superficie de alto brillo es una superficie sellada. Las moléculas están estrechamente empaquetadas y alineadas. A medida que la radiación UV rompe esos enlaces moleculares, la superficie se vuelve irregular. Se forman poros. Estos poros son invisibles a simple vista pero medibles con un goniómetro de ángulo de contacto. Nuestro recubrimiento mantiene un ángulo de contacto con el agua superior a 75° después de 1000 horas, lo que significa que el agua todavía forma gotas y rueda en lugar de empaparse.
Nuestra arquitectura anti-tización
Los absorbentes de UV en nuestra capa superior funcionan como protector solar para la pintura. Interceptan fotones UV y convierten esa energía en calor de bajo nivel. Esta protección sacrificial mantiene intacta la matriz de resina principal. Con el tiempo, los absorbentes de UV se consumen, razón por la cual incluso nuestro recubrimiento se degradará eventualmente después de 7 a 10 años. Pero para un ciclo de despliegue de 5 años, tiene un gran margen de seguridad.
¿Proporcionará la fábrica el certificado oficial de laboratorio para la resistencia UV del lote de pintura?
Confía pero verifica. Respeto esa mentalidad. Todo comprador serio de B2B debería exigir documentación, no solo promesas verbales.
Sí, proporcionamos certificados oficiales de laboratorio de terceros para cada lote de pintura utilizado en la producción. Estos certificados incluyen resultados de envejecimiento UV ASTM G154, valores Delta-E, datos de retención de brillo y resultados de pruebas de adhesión ASTM D3359. Podemos emitir certificados específicos del lote vinculados a su número de orden de compra.
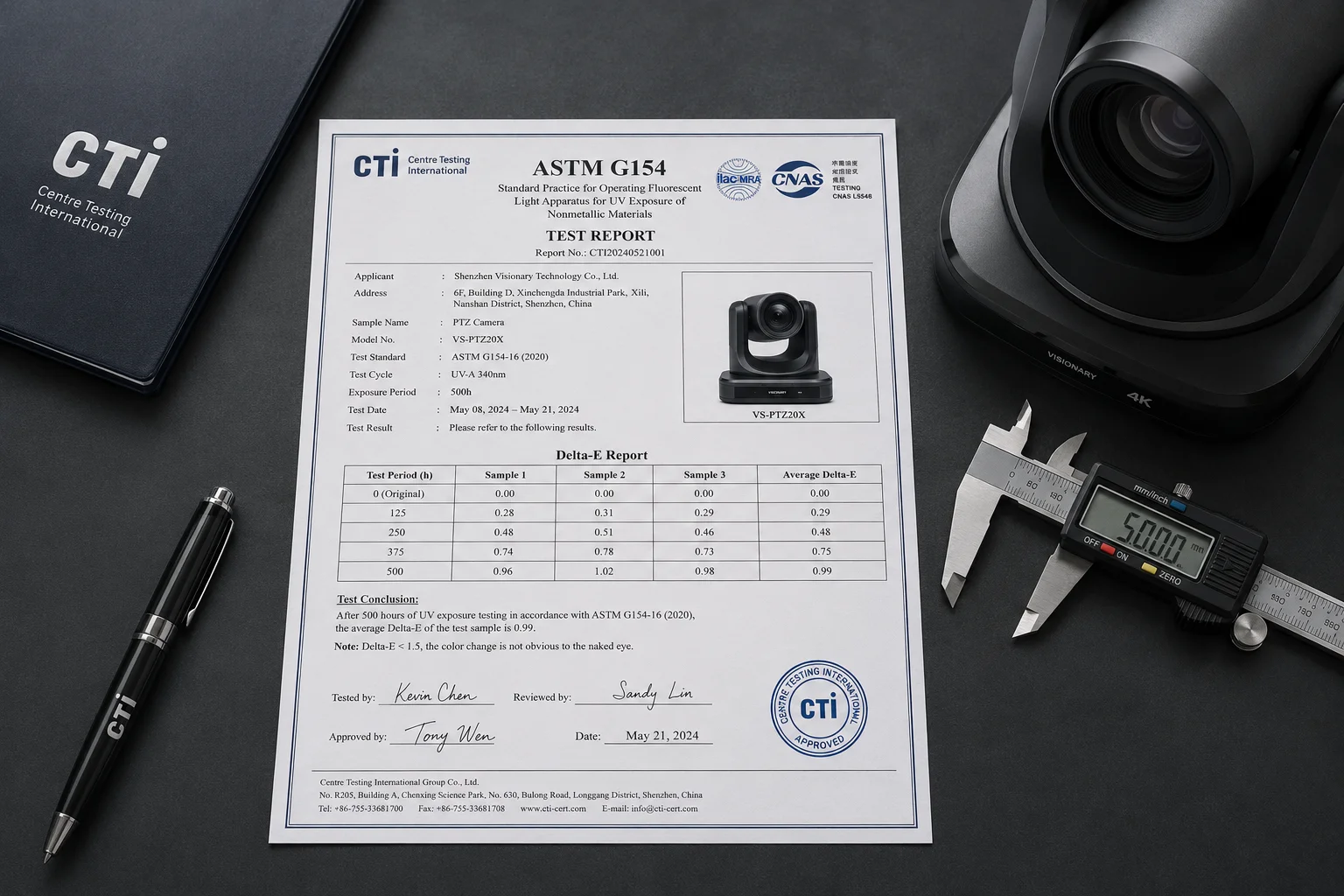 Certificado de laboratorio oficial de resistencia a los rayos UV para cámaras PTZ
Certificado de laboratorio oficial de resistencia a los rayos UV para cámaras PTZ
Qué incluye nuestro paquete de certificados
Cuando realice un pedido, puede solicitar nuestro paquete completo de certificación de recubrimientos. Esto es lo que obtendrá:
- Informe de prueba ASTM G154 — Muestra las horas completadas, el tipo de ciclo, el tipo de lámpara y las condiciones de la cámara.
- Informe de medición de color (ASTM D22444) — Valores Delta-E en múltiples intervalos de prueba.
- Informe de medición de brillo (ASTM D523) — Lecturas de brillo de 60° en múltiples intervalos.
- Informe de prueba de adherencia (ASTM D33595) — Resultados de la prueba de cinta de corte cruzado. Nuestro estándar es 5B (cero descamación).
- Informe de prueba de niebla salina (ASTM B1176) — Resultados de más de 1.000 horas de exposición a niebla salina neutra.
Pruebas de terceros vs. pruebas internas
Realizamos ambas. Nuestra cámara QUV interna se encarga de las pruebas de lotes rutinarias: cada lote de producción se somete a una prueba de panel de muestra. Para la certificación formal que puede mostrar a sus clientes finales, utilizamos laboratorios acreditados por terceros (SGS, TÜV o Intertek). Estos laboratorios emiten certificados con su propio sello y número de acreditación.
Cómo funciona la trazabilidad de lotes
Cada lote de pintura tiene un número de lote. Registramos qué número de lote se asigna a qué orden de producción. Si pide 500 cámaras en marzo y 500 más en septiembre, cada envío puede tener su propio certificado de lote. Esto es importante para grandes proyectos gubernamentales o de infraestructura donde la documentación es parte de los criterios de aceptación.
Qué buscar en el certificado de un proveedor
| Elemento del certificado | Qué debe mostrar | Bandera roja si falta |
|---|---|---|
| Referencia del estándar de prueba | ASTM G154, D2244, D523, D3359 | “Probado con UV” sin citar estándar |
| Duración de la prueba | Mínimo de 1.000 h | Solo se muestran 200–500 h |
| Tipo de lámpara específico | UVA-340 | No se especificó el tipo de lámpara |
| Valor Delta-E | < 3.0 después de 1.000 h | No se proporcionaron datos de color |
| Retención de brillo % | > 85% después de 1.000 h | No se proporcionaron datos de brillo |
| Acreditación de laboratorio | ISO 17025 o equivalente | Sin nombre o sello de laboratorio |
| Número de lote/partida | Trazable a su PO | Certificado genérico para “todos los productos” |
Por qué los certificados genéricos no valen nada
Algunas fábricas le entregarán un solo certificado de 2019 y afirmarán que cubre todo lo que fabrican hoy. Eso no tiene sentido. Los proveedores de pintura cambian las formulaciones. Las fábricas cambian de proveedor para ahorrar costos. Un certificado solo es válido si coincide con el lote de pintura real en sus cámaras reales. Vinculamos cada certificado a un lote de producción. Si necesita hacer una reclamación de garantía en el tercer año, podemos rastrear hasta el lote de pintura exacto y los datos de prueba.
Mi recomendación para los proyectos de David
Si está licitando en un contrato municipal o de DOT en América del Norte, tener certificados UV específicos del lote le da una ventaja competitiva. La mayoría de sus competidores no pueden proporcionar este nivel de documentación. Demuestra a su cliente final que ha investigado sobre la durabilidad de los activos a largo plazo, y eso lo diferencia de la multitud de ofertas bajas.
Conclusión
Nuestro recubrimiento industrial para cámaras PTZ supera las 1.000 horas de prueba ASTM G154 con un Delta-E inferior a 3.0 y una retención de brillo superior a 85%. Respaldamos cada afirmación con certificados de laboratorio de terceros específicos del lote. Para despliegues con alta exposición a rayos UV, esta es su garantía contra fallos prematuros y costosos desplazamientos de servicio.
1. Lámparas UV fluorescentes que simulan la luz solar en la región UV de onda corta. ︎↩︎ 2. Resina de fluoropolímero conocida por su excelente resistencia a los rayos UV y a la intemperie en recubrimientos. ︎↩︎ 3. Referencia de color estándar para Blanco Señal, recomendado para cámaras exteriores. ︎↩︎ 4. Práctica estándar para el cálculo de tolerancias de color y diferencias de color a partir de coordenadas de color medidas instrumentalmente. ︎↩︎ 5. Método de prueba estándar para medir la adhesión mediante prueba de cinta. ︎↩︎ 6. Práctica estándar para el funcionamiento del aparato de niebla salina (spray). ︎↩︎ 7. Recubrimiento de conversión química que se adhiere al aluminio para mejorar la resistencia a la corrosión. ︎↩︎ 8. Recubrimiento utilizado como escudo anticorrosión debajo de la capa superior. ︎↩︎ 9. Aditivos que absorben la radiación UV para proteger el recubrimiento de la degradación. ︎↩︎ 10. Corrosión electroquímica cuando metales disímiles entran en contacto en presencia de electrolito. ︎↩︎